Aceton wird eigentlich als Reinigungsmittel verwendet, wird jedoch in der 3D-Druck-Community genutzt um Oberflächen zu glätten. Nach einem Druck kommt das Objekt für kurze Zeit in ein Acetondampfbad (das Aceton kann erhitzt und ventiliert werden) und die einzelnen Layerschichten verschwinden. Diese Procedere empfiehlt sich vor allem bei der Verwendung Stützstrukturen. Ein Einsteiger-Tutorial gibt es bei YouTube.
Bei seiner Verwendung sollte stets sehr vorsichtig sein, da es einen niedrigen Siedepunkt besitzt, mit der Luft explosive Gemische bildet und darüber hinaus giftige Dämpfe absondert. Deswegen muss das Dampfbad in einem geschlossenen System (z.B. Topf) sein.
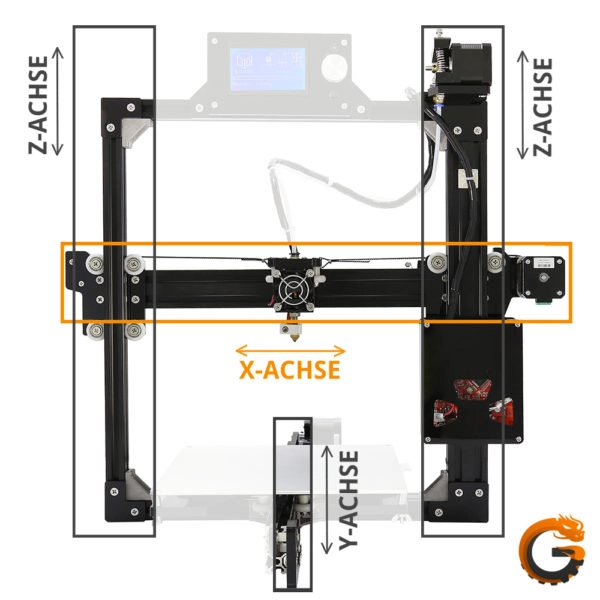
*Achsen
Gerade als Einsteiger verwechselt man ggf. immer wieder die Achsenbezeichnungen. Was war noch gleich die Y-Achse? Auf unserem Bild findest du die entsprechenden Achsen vermerkt.
3D Drucker Achsen: X, Y, Z
*Additives Verfahren
Bei dieser Drucktechnik werden die Drucke Schicht für Schicht erstellt. Als Grundsubstanz dient ein Filament in Form eines Pulvers, einer Flüssigkeit oder eines Polymer auf einer Spule.
Das Gegenteil ist das substraktive Verfahren.
*BAUD(-Rate)
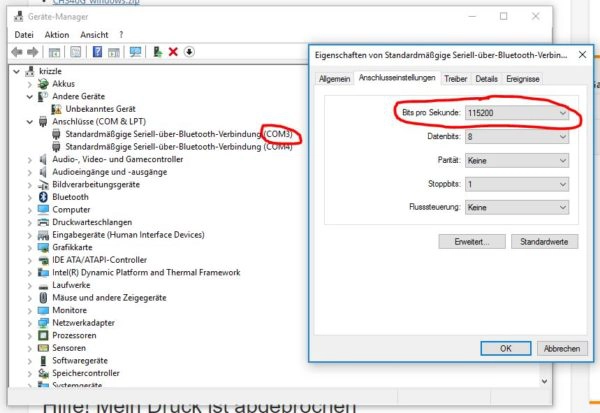
Die BAUD-Rate gibt an, wieviele Bits pro Sekunde an den 3D-Drucker gesendet werden. Viele 3D-Drucker benötigen den CH340- bzw. CH341-Treiber, welcher den COM3-Port belegt. In den Systemeinstellungen, bei Windows der Geräte-Manager, sollte eine BAUD-Rate von 115200 ausgewählt werden.
Wichtig: die meisten 3D-Drucker benötigen eine BAUD-Rate von 115200 Bits per Second
Die BAUD-Rate ist natürlich nur relevant, wenn man nicht direkt von der microSD-Karte druckt, sondern z.B. Octoprint verwendet.
*CAD
CAD ist die Abkürzung für Computer-Aided-Design und bezeichnet bei einem 3D-Druck eine Software, die in der Lage ist, dreidimensionale Objekte zu erstellen und zu verändern. Auf Grundlage der Informationen werden diese anschließend z.B. für einen 3D-Drucker gesliced und ausgedruckt. Es dient über den 3D-Druck hinaus als wichtiges Hilfsmittel für zahlreiche Branchen – von der Automobilindustrie über das Textildesign bis zu Trickfilmen.
Ein COM Port ist eine serielle Schnittstelle, über die früher(!) periphere Devices wie etwa ein Drucker, Scanner oder auch die Maus an einen Computer angeschlossen wurden. Viele der 3D-Drucker-Boards simulieren einen COM-Port und benötigen dafür einen speziellen Treiber. Dieser liegt meistens auf einer microSD für Windows und Mac bei.Die Anzahl der COM-Ports wird durchnummeriert und die Nummer jedes Anschlusses nachgestellt – zum Beispiel COM3.
*Cura
Bei CURA handelt es sich um eine Slicing-Software, die Ultimaker stammt. Weitere Programme und alle Infos über Slicer findest du im entsprechenden Abschnitt.
DIY (Do-it-Yourself) kenn man vermutlich als Abkürzung aus der Hobbywelt. In der 3D-Welt bedeutet dies, das 3D-Drucker als Bausatz geliefert, also komplett selbstständig aufgebaut werden müssen. Dies kann je nach Vorkenntnisse bis zu 6 Stunden in Anspruch nehmen. Es gibt auch „Semi-DIY“-3D-Drucker-Bausätze. Bei diesen muss man oftmals nur noch Halterungen oder die Z-Achse auf den Unterbau schrauben.
DIY steht jedoch auch für eine ganze Art zu bauen. Oft werden elektronische Bauteile aus anderen Geräten zweckentfremdet bzw. 3D-Druckern wiederverwendet, um die Kosten niedrig zu halten.
Die Druckqualität von DIY-Druckern ist meistens etwas geringer, dafür bieten sie einen kostengünstigen Einstieg und einen guten Überblick über den Aufbau und die Funktionsweise eines 3D-Druckers.
*Druckgeschwindigkeit
Die übliche Einheit für die Druckgeschwindigkeit ist mm/s. Je nach Extruderart (siehe Bowden vs. Direkt Extruder) sind Geschwindigkeiten von 50-90mm/s möglich. Je höher die Druckgeschwindigkeit ist, desto schneller ist, logischer Weise, das Druckobjekt fertig. Dennoch: je schneller man druckt, desto schlechter kann das Druckbild sein. Hier gilt es den besten Kompromiss zwischen Geschwindigkeit, Layerhöhe, Beschleunigung und Extruderart zu finden.
Gerade Linien lassen sich sehr schnell drucken, Rundungen und Kanten benötigen mehr Zeit.
Epoxidharz
Flüssiges Epoxidharz wird in Stereolithografie als Photopolymer eingesetzt. Je nach Zusammensetzung kann es unterschiedliche Eigenschaften aufweisen. Generell weist es einen sehr hohen Härtegrad bei geringer Flexibilität, ausgezeichnete Witterungsbeständigkeit und Schlagfestigkeit auf. Es eignet sich dadurch beispielsweise ebenfalls für den Bau von Prototypen und Bauteilen, die einer extrem hohen mechanischen Belastung ausgesetzt sind.
So kennen sicherlich viele RC-Hobbypiloten Epoxidharz auch als Kleber.
FDM (Fused Deposition Modelling)
Nahezu alle 3D-Drucker für private Anwendung verwenden das FDM-Verfahren. Bei diesem wird das Filament von einer Spule abgerollt, in dem Extruder erhitzt und anschließend zielgenau aufgetragen. Ein Nachteil besteht darin, dass die Schichtdicke meist selbst mit bloßem Auge erkennbar bleibt. Selbst eine Schichthöhe (Layerheight) von 0,06mm ist so erkennbar!
Feedrate
Die Feedrate ist die Geschwindigkeit der Bewegung auf allen vier Achsen. Eine hohe Feedrate ermöglicht einen schnellen Druck, kann aber die Präzision beeinflussen. Aus diesem Grund sollten niedrigere Werte bevorzugt werden, sofern entsprechend viel Zeit zur Verfügung steht.
FFM (Fused Filament Fabrication)
FFM ist ein alternativer Begriff zu FDM, da diese Bezeichnung als Markennamen der Stratasys Inc. rechtlich geschützt ist. Technisch betrachtet handelt es sich jedoch um dasselbe Verfahren mit identischen Werkstoffen. Der Name FFM wird häufig bei DIY-Druckern verwendet, um juristischen Auseinandersetzungen im Ansatz vorzubeugen.
Flowrate
Die Menge an ausgegebenen Filament, die ein Extruder ausstößt, wird als Flowrate bezeichnet. Sie ist von unterschiedlichen Faktoren abhängig – beispielsweise dem Durchmesser der Nozzle, der Geschwindigkeit der Zuführung und der Temperatur, mit der das Filament verarbeitet wird.
Die Flowrate kann im Slicer, aber bei den meisten 3D-Druckern auch während des Druckes noch angepasst werden. Auch über Weboberflächen wie Octoprint ist das nachträgliche justieren (falls z.B. Flächen zu wenig, oder zu viel ausgefüllt werden) möglich.
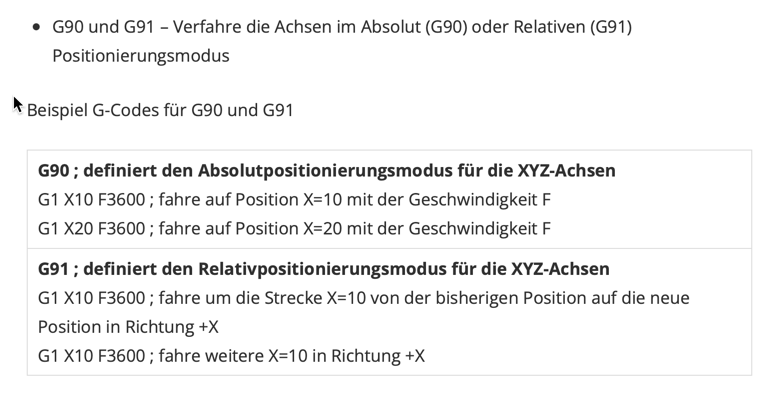
G90/G91 Absolute oder relative Bewegungen
G-Code
Der G-Code wird fast ausschließlich von Slicern automatisch erzeugt und beinhaltet Steuerungsinformationen für einen 3D-Drucker. Als Grundlage dienen die Objekt-Vorgaben, aber auch z.B. die Layerheight, Druckgeschwindigkeiten oder Infill-Rate.
G-Code ist eine DIN-Norm, die ursprünglich für Maschinen wie Fräswerkzeuge entwickelt wurde. Neben dem Standardsatz können jedoch auch individuelle Befehle übermittelt werden, die nur bestimmte Maschinen interpretieren können.
G-Code lassen sich mit einem ganz normalen Text-Editor öffnen und ändern, was z.B. für einen gescheiterten Druck, den man wieder aufnehmen möchte, hilfreich ist.
Genauigkeit beim 3D Druck
Wir haben oft das Problem das hier eine zu hohe Genauigkeit vom 3D Druck erwarten.
Ich habe hierzu einige Tests angestellt mit einem Bambu X1C. Als Basis habe ich einen 20x20x20 Würfel genommen und alles mit einer Bügelmessschraube gemessen.
PLA auf PEI (so gut wie kein Shrinking)
Farbe 1:
19,95
19,97
20,02
19,95
19,94
20,04
Farbe 2:
19,94
19,94
20,04
19,91
19,94
20,00
ABS auf technischer Druckplatte (abkühlen lassen)
19,82
19,80
19,90
ABS auf PEI (abkühlen lassen)
19,78
19,82
19,92
19,79
19,83
19,93
19,79
19,83
19,93
ABS auf PEI (abkühlen lassen) auf 20,2 skaliert
19,99
20,01
20,09
Stand 31.12.2022 - gibt es noch keine Shrink Compensation im Bambu Slicer
Diese Werte sind wirklich der Wahnsinn!
Bitte versucht nicht alles ins unermäßliche zu verbessern - bei mir handelt es sich um ein absolutes Standartprofil von einem nicht gerade günstigem Drucker. Wer mit einem 300€ Drucker auch solche Ergebnisse erzielen möchte wir kläglich scheitern.
Eine Toleranz von bis zu 0,1 sehe ich als absolut realistisch - alles darunter wird eher schwer bis gar nicht erreichbar sein.
Heizbett / Hotbed
Das Heizbett ist die Fläche auf der das Objekt gedruckt wird. Um die Haftung zu erhöhen, bzw. den Druck mit bestimmten Filamenten überhaupt zu ermöglichen (z.B. ABS oder PETG), muss das Bett erhitzt werden.
Günstige 3D-Drucker besitzen zwar ein Druckbett, dieses kann jedoch nicht erhitzt werden. Das Hotbed verbraucht relativ viel Strom, sodass man es nach einer ausreichenden Druckhöhe (automatisch) abschalten kann. Es müssen 40-120 Grad erreicht werden! Das schafft nicht jedes Druckermodell.
Häufig wird inzwischen auf das Hotbed eine Glasscheibe geklemmt, damit die Unterseite des Druckes ebenfalls spiegelglatt ist. Wird eine Glassplatte verwendet, sollte diese dauerhaft erhitzt werden. Nach Ende des Druckes, kühlt diese ab und das Werkstück „springt“ ab.
HIPS
HIPS ist ein weiterer Kunststoff und die Abkürzung für High Impact Polysterene. Er ähnelt chemisch dem Styropor und besitzt eine hohe Schlagfestigkeit und Temperaturbeständigkeit. Es wird häufig für Drucke, die in Berührung mit Lebensmitteln kommen, verwendet.
Hot End
Das Hot End – oft auch als Hotend zusammen geschrieben – ist festes Bauteil eines Extruders und steht dort für den Bereich, in dem das Filament bis auf Schmelztemperatur erhitzt wird. Dies beinhaltet die Nozzle (bzw. Düse), den Temperaturfühler und den Heizblock (meist Aluminiumblock und Heizpatrone).
Die Temperaturen liegen je nach Material in der Regel zwischen 150° und 250° Celsius.
Infill
Um die Stabilität und Belastbarkeit eines Objektes zu erhöhen, werden Hohlräume meist ebenfalls mit Filament gefüllt, auch wenn dies von außen nicht zu sehen ist. Je mehr Infill verwendet wird, desto schwerer ist der Druck. Auch die Dauer und der Materialverbrauch steigen selbstverständlich entsprechend an.
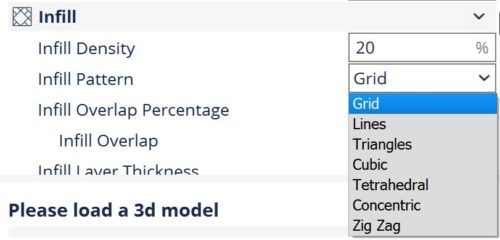
Die Menge des Infills lässt sich einfach in allen guten Slicern einstellen. Übliche Werte bewegen sich in dem Bereich von 5 Prozent bis 30 Prozent. Objekte die unter hoher mechanischer Belastung stehen, erhalten entsprechend mehr Infill. Zusätzlich kann man meist das Infill Pattern wählen – d.h. das Muster mit welchem das Infill gedruckt werden soll.
Empfohlene Infill-Muster von Cura
Je nach Slicer gibt es unterschiedliche Muster. Wir empfehlen klassische Rauten- oder Bienenwaben-Muster. Diese sind sehr stabil und ermöglichen hohe Druckgeschwindigkeiten.
Weitere Infill Paterns bei Cura
Keine Sorge: Der Slicer entscheidet je nach eingestellter Wandstärke (Wallthickness) selbstständig wann und wie dick mit welchen Geschwindigkeiten das Infill in die Hohlräume gedruckt werden soll.
Laser
Laser kommen in verschiedenen Bereichen zum Einsatz. Neben der Vermessung mittels eines 3D-Scanners dienen sie beispielsweise zur Aushärtung von Photopolymeren in der Stereolithografie. Sehr fortgeschrittene Drucker verwenden starke Laser auch für das Schneiden von Materialien.
Mit der Schichtdicke wird die Höhe jeder Ebene des aufgetragenen Materials bezeichnet. Sie variiert je nach Fertigungsverfahren zwischen ungefähr 0,05 Millimeter bei einer Stereolithografie und 0,15 bis 0,3 Millimeter im Fused Deposition Modelling mit Filamenten. Eine niedrige Schichtstärke verlängert die Druckzeit, da dieser dadurch mehr Lagen auftragen muss. Je nach Nozzle muss ein entsprechend Vielfaches gewählt werden.
Limonen
Bei dieser Chemikalie handelt es sich um ein Terpen, das beispielsweise in großer Mengen in dem Öl von Zitrusfrüchten enthalten ist. Sie wird für das Auflösen von Stützstrukturen aus HIPS verwendet.
Linear Advance
Linear Advance ist ein Feature, das in vielen 3D-Drucker-Firmware-Systemen verfügbar ist und dazu beitragen kann, die Qualität von 3D-Drucken zu verbessern. Es wurde entwickelt, um das Schrumpfen von Drucken zu minimieren, indem es die Menge an Filament, die vom Extruder ausgestoßen wird, während des Druckens anpasst.
Linear Advance funktioniert, indem es den Druck des Extruders vor der Ausführung der nächsten Schicht berechnet und anpasst. Normalerweise wird der Druck des Extruders während der Bewegung des Extruders reduziert, was zu Schrumpfungen führen kann. Mit Linear Advance wird der Druck des Extruders vorherberechnet und angepasst, um diese Schrumpfungen zu minimieren.
Um Linear Advance in der 3D-Drucker-Firmware zu verwenden, muss es in der Konfigurationsdatei aktiviert werden. Es gibt auch einige Einstellungen, die angepasst werden können, um das Feature für das spezifische Drucksetup des Benutzers zu optimieren.
Insgesamt hat Linear Advance das Potenzial, das Druckergebnis zu verbessern, indem es Schrumpfungen reduziert und die Qualität der Drucke verbessert. Es ist jedoch wichtig zu beachten, dass es möglicherweise nicht in allen Fällen funktioniert und möglicherweise sogar zu Fehlern führen kann, wenn es falsch konfiguriert wird.
LOM (Laminated Object Manufacturing)
Anders als die meisten 3D-Druckverfahren nutzt das LOM meistens Papier als Werkstoff, obwohl es für viele Materialien geeignet ist. Unterschiedliche Schichten werden präzise durch scharfe Messer oder einem Laser ausgeschnitten und miteinander verklebt. LOM wird primär in der Herstellung von Prototypen oder Modellen und nur selten in der Produktion eingesetzt.
Mehrfarbiger Druck
Ein mehrfarbiger Druck kann nur durch das Verwenden unterschiedlicher Filamente realisiert werden. Einige 3D-Drucker besitzen dafür mehrere Extruder, über die nicht nur unterschiedliche Farben, sondern auch Filamentarten verwendet werden können. Andernfalls ist ein mehrstufiger Druck notwendig, bei dem für jeden Prozessschritt das Filament ausgetauscht wird. Dies ist jedoch sehr Zeitaufwändig und erfordert das Eingreifen einer Person. Zudem muss der G-Code mit entsprechenden Pausen-Befehlen versehen sein.
Metall
Metall als Werkstoff
Metall wird als Werkstoff im 3D-Druck wegen seiner Eigenschaften (noch?) nur selten eingesetzt. Einzelne Drucker wurden im Rahmen von Forschungsprojekten an Universitäten entwickelt. Sie spielen jedoch bislang für freien Markt nur eine sehr geringe Rolle und sind für den privaten Einsatz schlicht zu kostspielig und aufwendig.
Metall als Frame für den 3D-Drucker
Viele günstige 3D-Drucker aus China besitzen „nur“ ein Acryl-Frame bzw. Gehäuse. Dieses beeinflusst das Druckbild negativ, da es zu leicht und flexibel ist. Die ruckartigen Bewegungen des Extruders werden als Vibrationen übertragen. Es gibt häufig Upgrade-Kits bzw. teurere Modelle verwenden häufig Aluminium-Profile.
NEMA
Diese Abkürzung steht für den US-amerikanischen Branchenverband National Electrical Manufacteres Association. Er hat eine Normierung für Schrittmotoren geschaffen, die bei 3D-Druckern oft verwendet werden.
Nozzle
Nozzle ist der englische Begriff für die Düse, über die das flüssige Filament aufgetragen wird. Ihr Durchmesser bestimmt die Feinheit und die Detailgenauigkeit eines Objekts. Nozzles haben üblicherweise einen Durchmesser zwischen 0,3 und 1,5 Millimeter. Je nach Nozzle-Größe sollte der Filamentdurchmesser (3mm oder 1,75mm) gewählt werden.
OBJ-Dateien
OBJ ist ein Dateiformat für den 3D-Druck, aber auch für z.B. Computerspiele. Es speichert neben Informationen über die Oberfläche auch weitere Details wie z.B. die Farbe. OBJ-Dateien lassen sich z.B. mit Blender einfach zu STL-Dateien konvertieren.
Open Source
Ähnlich wie bei Software können nach Open Source lizenzierte Baupläne frei verändert, genutzt und kommerziell verwertet werden. Gerade im DIY-Bereich existieren darüber hinaus zahlreiche Projekte, die Programme etwa zur Ansteuerung von Druckern oder dem Bearbeiten Modellen gratis zur Verfügung stehen.
Beachte: gerade viele erfolgreiche Projekte ändern ihr Geschäftsmodell nach den ersten Gewinnen und verschließen sich vor Vervielfältigungen, in dem sie das Lizenzmodell, zum Unmut der Makergemeinde, ändern.
Photopolymer
Photopolymere sind der entscheidende Bestandteil von Lösungen, die in der Stereolithografie zum Einsatz kommen. Es handelt dabei sich um Flüssigkeiten, die bei der Bestrahlung durch Licht aushärten. Mittels eines Lasers ist es dadurch möglich, Objekte in einem mit Photopolymeren gefüllten Becken zu erzeugen.
Pressure Advance
Pressure Advance ist ein Feature in Klipper, das den Druck des Extruders vorherberechnet und korrigiert. Es wurde entwickelt, um das Schrumpfen von Drucken zu reduzieren, indem es die Extrusion vor dem Drucken der nächsten Schichts anpasst.
Pressure Advance wirkt sich auf den Druck des Extruders aus, während der Extruder sich bewegt. Normalerweise wird der Druck des Extruders während der Bewegung des Extruders reduziert, was zu Schrumpfungen führen kann. Mit Pressure Advance wird der Druck des Extruders vorherberechnet und angepasst, um diese Schrumpfungen zu minimieren.
Um Pressure Advance in Klipper zu verwenden, muss es in der Konfigurationsdatei aktiviert werden. Es gibt auch einige Einstellungen, die angepasst werden können, um das Feature für das spezifische Drucksetup des Benutzers zu optimieren.
Insgesamt hat Pressure Advance das Potenzial, das Druckergebnis zu verbessern, indem es Schrumpfungen reduziert und die Qualität der Drucke verbessert. Es ist jedoch wichtig zu beachten, dass es möglicherweise nicht in allen Fällen funktioniert und möglicherweise sogar zu Fehlern führen kann, wenn es falsch konfiguriert wird.
PVA (Polyvinylalkohol)
Unter allen Stützmaterialen ist PVA mit Abstand das sicherste und komfortabelste. Es handelt sich um Polyvinylalkohol, der gesundheitlich unbedenklich und sehr gut wasserlöslich ist. Nach einem Ausdruck müssen Objekte mit einer Stützstruktur aus PVA lediglich in ein Wasserbad gelegt werden, bis sich diese vollständig aufgelöst hat.
Einen schönen Einblick zeigt dieses Video:
Rapid Prototyping
Rapid Prototyping dient der schnellen Herstellung von Modellen oder Prototypen aus digitalen Konstruktionsdaten. Seit einigen Jahren ist der 3D-Druck das dafür bevorzugte Hilfsmittel. Beispiele sind z.B.:
Gebäude für Architekten
Möbeldesigns / Interieur
Modellbau
RepRap
Der RepRap ist ein nach Open Source lizenzierter 3D-Drucker, der von dem britischen Ingenieur Adrian Bowyer entworfen wurde. Seine Besonderheit ist neben der quelloffenen Lizenz seine Fähigkeit, sämtliche für die Konstruktion benötigten Kunststoffteile selbst herzustellen. Dadurch ist der RepRap – eine Abkürzung für Peplicating Rapid Prototyper – theoretisch in der Lage, sich zu reproduzieren. Die bekanntesten Modelle sind:
Prusa Mendel
Prusa Mendel (Version 2)
Prusa i3
Gerade der Prusa i3 wird immer wieder gerne als Basis für China 3D-Drucker genutzt. So ist der Anet A8, aber auch der Anet A6 ein Prusa i3 Clone.
Retraction
Der Retraction-Wert gibt an, um wie viel der 3D-Drucker das Filament beim Movement (ohne Druck), d.h. beim zurücklegen der Strecken zwischen den Druckflächen, zurückgezogen werden soll. Würde man das Filament nicht zurückziehen, so würde dies weiterhin durch die Nozzle drücken und es entstehen dünne Fäden zwischen den 3D-gedruckten Layern – das sog. „Stringing“.
Der Retraction-Faktor ist gerade bei Bowden-Extrudern sehr wichtig, da das Filament zwischen Nozzle und Stepper erheblich mehr Druck aufbaut als bei einem Direkt-Extruder.
Deswegen sollte hier ein großes Augenmerk bei der Konfiguration drauf liegen.
Wir haben euch mit unserem CR-10 3D-Drucker ein kurzes Demo-Video erstellt:
Man erkennt deutlich wie der Stepper das Filament zu der Nozzle führt, sich jedoch in die andere Richtung dreht, um das Filament während des Movements zurückzuziehen.
SLA
Stereolithografie (SLA): In der Stereoltithografie wird das Objekt mittels eines Laserstrahls in einer Flüssigkeit ausgehärtet, in der Photopolymere auf Licht reagieren. Die Auswahl unterschiedlicher Polymere ermöglicht unterschiedliche Materialeigenschaften. Wegen der hohen Anschaffungs- und Betriebskosten wird die Stereolithografie (noch!) fast ausschließlich gewerblich eingesetzt. Allerdings stoßen Firmen wie Formlabs, nach längeren Rechtsstreitigkeiten (auf Grund der Patente) in den Endanwendermarkt vor.
Eventuell setzt sich diese Technik gegenüber additiven Drucktechniken durch. Wir sind gespannt!
Slicer / Slicen
Beim sog. Slicen wird ein digitales 3D-Modell einzelne horizontalen Schichten zerlegt bzw. „geschnitten“. Je nach Druckerkonfiguration erstellt die Slicer-Software die einzelnen Schichten („Layer“) und druckt diese mit der gewünschten Geschwindigkeit. Diese einzelnen Schichten werden als Maschinencode GCODE von der Slicer-Software gespeichert und werden anschließend vom 3D-Drucker eingelesen. Die z.Z. beliebtesten Slicer-Programme sind:
Cura (wird oft auf den microSD-Karten bei China 3D Druckern beigelegt – von Ultimaker)
Um die o.g. Slicer brechen regelmäßig hitzige Debatten aus, welche nun die beste sei. Wir empfehlen Einsteigern immer Cura, will man später über den Tellerrand schauen und ggf. die ein oder andere neue Konfigurationsmöglichkeit entdecken ist Simplify3D oder Slic3r ein guter Tipp. Auch Octoprint, als webservice kann STL-Dateien slicen und als GCODE exportieren bzw. direkt drucken.
SLS / SLM
Beide Abkürzungen bezeichnen ein ähnliches Verfahren – Selective Laser Melting oder Selektives Laser-Sintern. Das Vorgehen ähnelt der Stereolithografie. Allerdings wird bei SLS ein pulverförmiger Werkstoff durch einen Laser geschmolzen und Schicht auf Schicht zu dem fertigen Objekt modelliert.
STL-Dateien
STL ist ein Dateiformat, das ursprünglich für die Stereolithografie entwickelt wurde und sich seitdem als Standard im 3D-Druck durchgesetzt hat. Es beinhaltet alle notwendigen räumlichen Angaben. Zu diesem Zweck zerlegt die Standard Tesselation Language (STL) Objekte in großflächige Polygone, deren Koordinaten die zu bedruckenden Flächen angeben.
Alle großen 3D-Druck-Plattformen, wie z.B. Thingiverse.com, bieten den STL-Download an. Jeder Slicer kann mindestens STL-Dateien importieren und zu GCODE slicen. Als STL-Alternative werden OBJ-Dateien immer beliebter, da diese auch Farbwerte enthalten.
Beim 3D-Druck können gewisse Formen wie Überhänge nur realisiert werden, wenn diese vor dem Auskühlen durch eine Stützstruktur gehalten werden, andernfalls würde der Drucker in der Luft drucken. Typische Beispiele für Überhänge sind:
Bei Menschen: Nasen, Kinn, Arme oder Ohren
Bei Objekten: rechte Winkel (Türen, Fenster, etc)
Der Support kann entweder aus demselben Material wie das Objekt oder bei Druckern mit Dual Extruder aus leicht lösbaren Kunststoffen wie PVA bestehen. Dies hat den Vorteil, dass die Strukturen nicht herausgebrochen werden müssen, was bei schlecht konfigurierten Druckern zu Beschädigungen führen kann. Zudem ist das Entfernen innerhalb komplexer Drucke (Schädel) oft nicht möglich. Je besser der Drucker konfiguriert ist, desto weniger Stützstrukturen werden benötigt!
Viskosität
Für ein optimales Ergebnis ist die Viskosität oder Zähflüssigkeit des Filaments entscheidend. Ist das erhitzte Filament zu dünnflüssig, kann es verlaufen. Ist es zu zäh, kann sind die Schichten deutlicher erkennbar und unter Umständen kann die Düse verstopfen. Die Viskosität wird über die Temperatur, Feedrate, Flowrate und Druckgewschwindigkeit beeinflusst.
Warp-Effekt
Der Warp-Effekt bzw. Warping entsteht durch unterschiedliche Spannungen im Inneren des Druckmaterials, die unter anderem ein ungleichmäßiges Auskühlen hervorruft. Dadurch verformen sich das Bauteil und es kommt zu Wölbungen oder Verzerrungen am Objekt. Meistens löst sich das Druckobjekt an den Ecken vom Heatbed.
Der Warp-Effekt tritt besonders häufig bei ABS- und HIPS-Filamenten auf. Einige Maßnahmen zur Vermeidung sind ein Heizbett (mit entsprechend hohen Temperaturen bei z.B. ABS oder HIPS), die Reduzierung des Infills oder das Beschichten des Heizbetts mit einer haftenden Substanz.
Die richtige Temperaturdifferenz zwischen Hotend und Hotbed, das richtige Leveln und der richtige Untergrund sind zudem wichtig. Je rauer (z.B. Kreppband) das Hotbed ist, desto besser haftet das Objekt. Druckst du auf Glas, kann z.B. Haftspray helfen. Eine weitere Möglichkeit ist, ausreichend viel Brim zu verwenden, um die Haftung zu erhöhen. Wenn ihr Warping haben solltet, lest euch doch mal diese Guides durch: