*3D Druck Guides / Lexikon / Wissen
Habt Ihr Anregungen, was euch hier im Lexikon fehlt, lasst es uns bitte auf dem Discord wissen.
- *Lexikon / Begriffe / Wissen
- *Aceton
- *Achsen
- *Additives Verfahren
- *BAUD(-Rate)
- *CAD
- *COM (Port)
- *Cura
- *DIY
- *Druckgeschwindigkeit
- Epoxidharz
- FDM (Fused Deposition Modelling)
- Feedrate
- FFM (Fused Filament Fabrication)
- Flowrate
- G90/G91 Absolute oder relative Bewegungen
- G-Code
- Genauigkeit beim 3D Druck
- Heizbett / Hotbed
- HIPS
- Hot End
- Infill
- Laser
- Layerheight (Schichtstärke/Schichtdicke)
- Limonen
- Linear Advance
- LOM (Laminated Object Manufacturing)
- Mehrfarbiger Druck
- Metall
- NEMA
- Nozzle
- OBJ-Dateien
- Open Source
- Photopolymer
- Pressure Advance
- PVA (Polyvinylalkohol)
- Rapid Prototyping
- RepRap
- Retraction
- SLA
- Slicer / Slicen
- SLS / SLM
- STL-Dateien
- Support / Stützstrukturen
- Viskosität
- Warp-Effekt
- *Guides
- Guide - Anti Warping Guide by 3D Jake
- Guide - Auto Z Offset
- Guide - Canbus by Chripink
- Guide - Ellis Print Guide
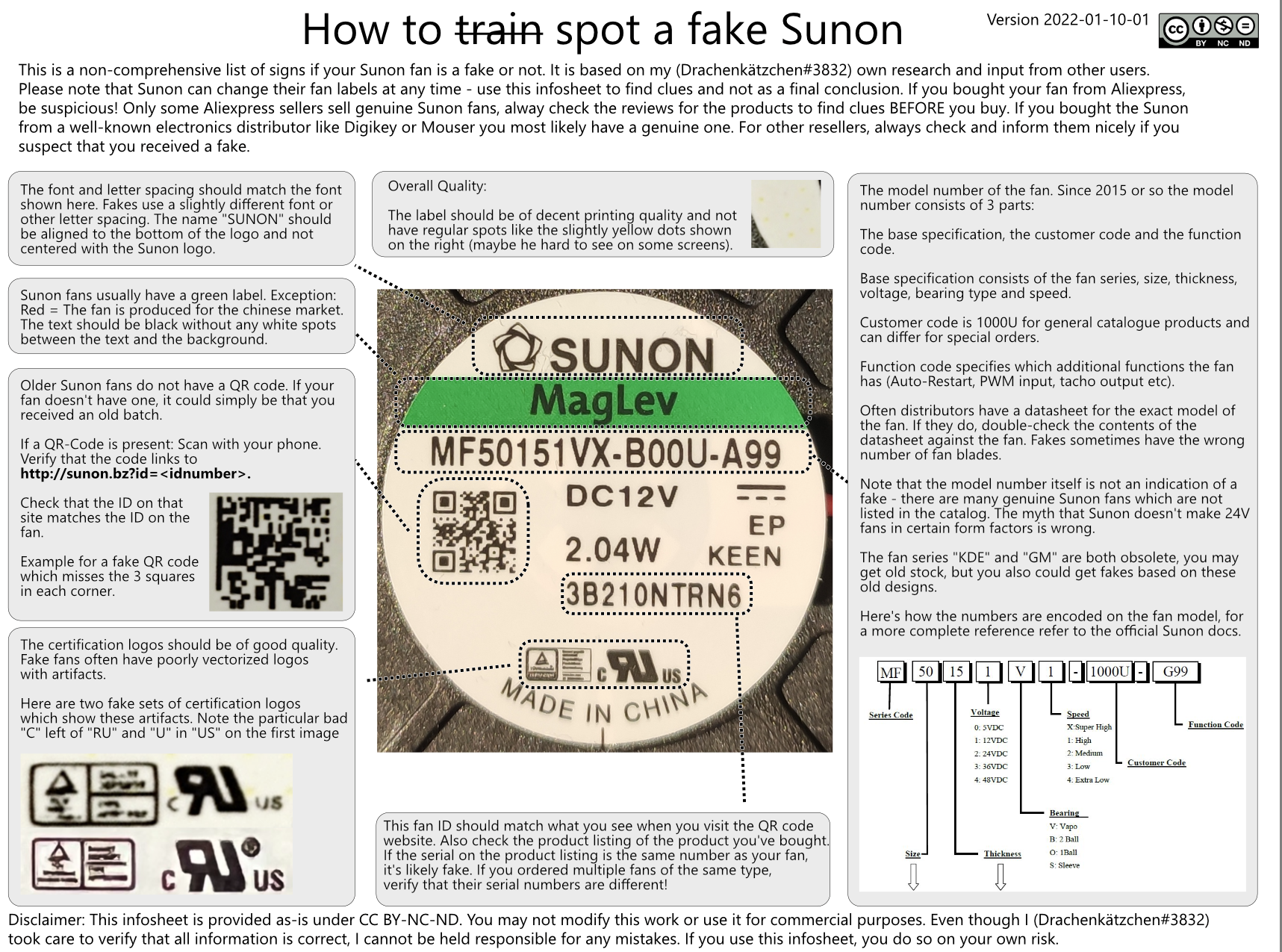
- Guide - Fake Lüfter erkennen
- Guide - FDM Material Guide by Prusa
- Guide - Motorstrom Kalkulator
- Guide - Nozzle Guide by 3DJake
- Guide - Pressure Advanced Kalibrierung über Website
- Guide - Startcode richtig definieren
- *Dokumente
- *Extruder
- *Filamente im FDM
- ABS
- ASA – Acrylnitril-Styrol-Acrylat
- HIPS – High Impact-Polystyrol
- PA - Nylon
- PA / Nylon
- PC – Polycarbonat
- PETG – Polyethylenterephthalat mit Glycol
- PLA – Polyactide
- PLA(-Filament)
- TPU/TPE – thermoplastisches Elastomer / Polyurethan
- *Guide - Orca Slicer - Pressure Advanced
*Lexikon / Begriffe / Wissen
*Aceton
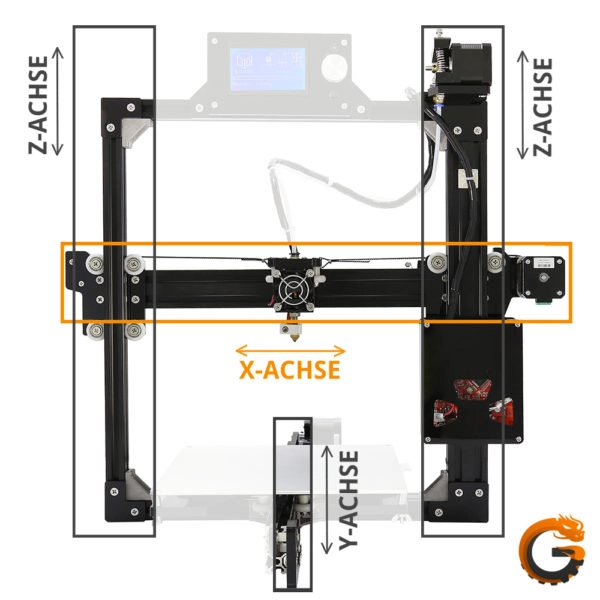
*Achsen
*Additives Verfahren
*BAUD(-Rate)
*CAD
CAD ist die Abkürzung für Computer-Aided-Design und bezeichnet bei einem 3D-Druck eine Software, die in der Lage ist, dreidimensionale Objekte zu erstellen und zu verändern. Auf Grundlage der Informationen werden diese anschließend z.B. für einen 3D-Drucker gesliced und ausgedruckt. Es dient über den 3D-Druck hinaus als wichtiges Hilfsmittel für zahlreiche Branchen – von der Automobilindustrie über das Textildesign bis zu Trickfilmen.
Zu beliebten CAD Programmen zählen:
*COM (Port)
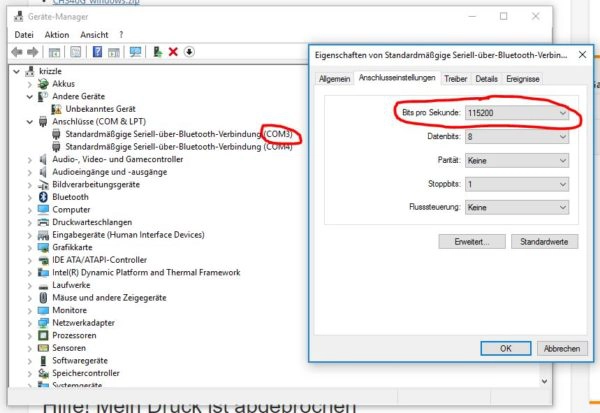
Ein COM Port ist eine serielle Schnittstelle, über die früher(!) periphere Devices wie etwa ein Drucker, Scanner oder auch die Maus an einen Computer angeschlossen wurden. Viele der 3D-Drucker-Boards simulieren einen COM-Port und benötigen dafür einen speziellen Treiber. Dieser liegt meistens auf einer microSD für Windows und Mac bei.Die Anzahl der COM-Ports wird durchnummeriert und die Nummer jedes Anschlusses nachgestellt – zum Beispiel COM3.
*Cura
Bei CURA handelt es sich um eine Slicing-Software, die Ultimaker stammt. Weitere Programme und alle Infos über Slicer findest du im entsprechenden Abschnitt.
Link zu Cura
*DIY
*Druckgeschwindigkeit
Epoxidharz
FDM (Fused Deposition Modelling)
Nahezu alle 3D-Drucker für private Anwendung verwenden das FDM-Verfahren. Bei diesem wird das Filament von einer Spule abgerollt, in dem Extruder erhitzt und anschließend zielgenau aufgetragen. Ein Nachteil besteht darin, dass die Schichtdicke meist selbst mit bloßem Auge erkennbar bleibt. Selbst eine Schichthöhe (Layerheight) von 0,06mm ist so erkennbar!
Feedrate
Die Feedrate ist die Geschwindigkeit der Bewegung auf allen vier Achsen. Eine hohe Feedrate ermöglicht einen schnellen Druck, kann aber die Präzision beeinflussen. Aus diesem Grund sollten niedrigere Werte bevorzugt werden, sofern entsprechend viel Zeit zur Verfügung steht.
FFM (Fused Filament Fabrication)
FFM ist ein alternativer Begriff zu FDM, da diese Bezeichnung als Markennamen der Stratasys Inc. rechtlich geschützt ist. Technisch betrachtet handelt es sich jedoch um dasselbe Verfahren mit identischen Werkstoffen. Der Name FFM wird häufig bei DIY-Druckern verwendet, um juristischen Auseinandersetzungen im Ansatz vorzubeugen.
Flowrate
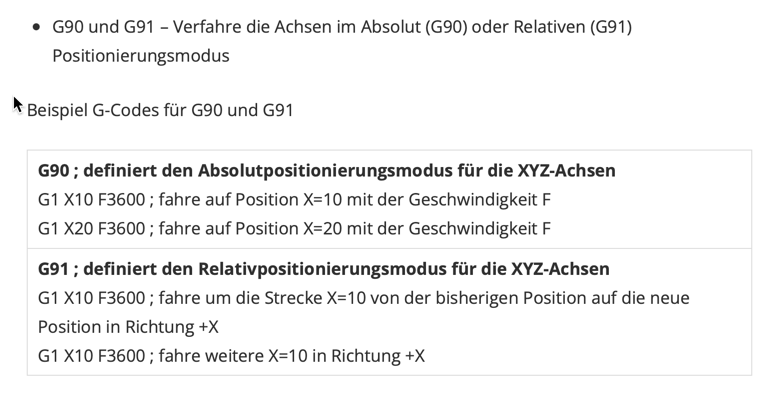
G90/G91 Absolute oder relative Bewegungen
G-Code
Genauigkeit beim 3D Druck
Wir haben oft das Problem das hier eine zu hohe Genauigkeit vom 3D Druck erwarten.
Hierzu gibt es einen sehr interessanten Beitrag von IGUS
Ich habe hierzu einige Tests angestellt mit einem Bambu X1C. Als Basis habe ich einen 20x20x20 Würfel genommen und alles mit einer Bügelmessschraube gemessen.
PLA auf PEI (so gut wie kein Shrinking)
Farbe 1:
| 19,95 | 19,97 | 20,02 |
| 19,95 | 19,94 | 20,04 |
Farbe 2:
| 19,94 | 19,94 | 20,04 |
| 19,91 | 19,94 | 20,00 |
ABS auf technischer Druckplatte (abkühlen lassen)
| 19,82 | 19,80 | 19,90 |
ABS auf PEI (abkühlen lassen)
| 19,78 | 19,82 | 19,92 |
| 19,79 | 19,83 | 19,93 |
| 19,79 | 19,83 | 19,93 |
ABS auf PEI (abkühlen lassen) auf 20,2 skaliert
| 19,99 | 20,01 | 20,09 |
Stand 31.12.2022 - gibt es noch keine Shrink Compensation im Bambu Slicer
Diese Werte sind wirklich der Wahnsinn!
Bitte versucht nicht alles ins unermäßliche zu verbessern - bei mir handelt es sich um ein absolutes Standartprofil von einem nicht gerade günstigem Drucker. Wer mit einem 300€ Drucker auch solche Ergebnisse erzielen möchte wir kläglich scheitern.
Eine Toleranz von bis zu 0,1 sehe ich als absolut realistisch - alles darunter wird eher schwer bis gar nicht erreichbar sein.
Heizbett / Hotbed
HIPS
HIPS ist ein weiterer Kunststoff und die Abkürzung für High Impact Polysterene. Er ähnelt chemisch dem Styropor und besitzt eine hohe Schlagfestigkeit und Temperaturbeständigkeit. Es wird häufig für Drucke, die in Berührung mit Lebensmitteln kommen, verwendet.
Hot End
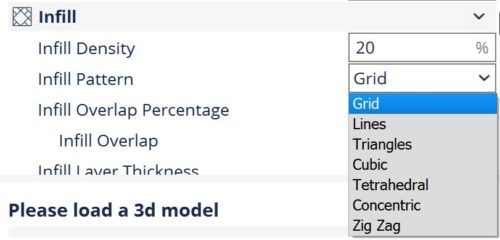
Infill

Laser
Layerheight (Schichtstärke/Schichtdicke)
Mit der Schichtdicke wird die Höhe jeder Ebene des aufgetragenen Materials bezeichnet. Sie variiert je nach Fertigungsverfahren zwischen ungefähr 0,05 Millimeter bei einer Stereolithografie und 0,15 bis 0,3 Millimeter im Fused Deposition Modelling mit Filamenten. Eine niedrige Schichtstärke verlängert die Druckzeit, da dieser dadurch mehr Lagen auftragen muss. Je nach Nozzle muss ein entsprechend Vielfaches gewählt werden.
Limonen
Bei dieser Chemikalie handelt es sich um ein Terpen, das beispielsweise in großer Mengen in dem Öl von Zitrusfrüchten enthalten ist. Sie wird für das Auflösen von Stützstrukturen aus HIPS verwendet.
Linear Advance
Linear Advance ist ein Feature, das in vielen 3D-Drucker-Firmware-Systemen verfügbar ist und dazu beitragen kann, die Qualität von 3D-Drucken zu verbessern. Es wurde entwickelt, um das Schrumpfen von Drucken zu minimieren, indem es die Menge an Filament, die vom Extruder ausgestoßen wird, während des Druckens anpasst.
Linear Advance funktioniert, indem es den Druck des Extruders vor der Ausführung der nächsten Schicht berechnet und anpasst. Normalerweise wird der Druck des Extruders während der Bewegung des Extruders reduziert, was zu Schrumpfungen führen kann. Mit Linear Advance wird der Druck des Extruders vorherberechnet und angepasst, um diese Schrumpfungen zu minimieren.
Um Linear Advance in der 3D-Drucker-Firmware zu verwenden, muss es in der Konfigurationsdatei aktiviert werden. Es gibt auch einige Einstellungen, die angepasst werden können, um das Feature für das spezifische Drucksetup des Benutzers zu optimieren.
Insgesamt hat Linear Advance das Potenzial, das Druckergebnis zu verbessern, indem es Schrumpfungen reduziert und die Qualität der Drucke verbessert. Es ist jedoch wichtig zu beachten, dass es möglicherweise nicht in allen Fällen funktioniert und möglicherweise sogar zu Fehlern führen kann, wenn es falsch konfiguriert wird.
LOM (Laminated Object Manufacturing)
Anders als die meisten 3D-Druckverfahren nutzt das LOM meistens Papier als Werkstoff, obwohl es für viele Materialien geeignet ist. Unterschiedliche Schichten werden präzise durch scharfe Messer oder einem Laser ausgeschnitten und miteinander verklebt. LOM wird primär in der Herstellung von Prototypen oder Modellen und nur selten in der Produktion eingesetzt.
Mehrfarbiger Druck
Ein mehrfarbiger Druck kann nur durch das Verwenden unterschiedlicher Filamente realisiert werden. Einige 3D-Drucker besitzen dafür mehrere Extruder, über die nicht nur unterschiedliche Farben, sondern auch Filamentarten verwendet werden können. Andernfalls ist ein mehrstufiger Druck notwendig, bei dem für jeden Prozessschritt das Filament ausgetauscht wird. Dies ist jedoch sehr Zeitaufwändig und erfordert das Eingreifen einer Person. Zudem muss der G-Code mit entsprechenden Pausen-Befehlen versehen sein.
Metall
NEMA
Diese Abkürzung steht für den US-amerikanischen Branchenverband National Electrical Manufacteres Association. Er hat eine Normierung für Schrittmotoren geschaffen, die bei 3D-Druckern oft verwendet werden.
Nozzle
Nozzle ist der englische Begriff für die Düse, über die das flüssige Filament aufgetragen wird. Ihr Durchmesser bestimmt die Feinheit und die Detailgenauigkeit eines Objekts. Nozzles haben üblicherweise einen Durchmesser zwischen 0,3 und 1,5 Millimeter. Je nach Nozzle-Größe sollte der Filamentdurchmesser (3mm oder 1,75mm) gewählt werden.
OBJ-Dateien
OBJ ist ein Dateiformat für den 3D-Druck, aber auch für z.B. Computerspiele. Es speichert neben Informationen über die Oberfläche auch weitere Details wie z.B. die Farbe. OBJ-Dateien lassen sich z.B. mit Blender einfach zu STL-Dateien konvertieren.
Open Source
Photopolymer
Photopolymere sind der entscheidende Bestandteil von Lösungen, die in der Stereolithografie zum Einsatz kommen. Es handelt dabei sich um Flüssigkeiten, die bei der Bestrahlung durch Licht aushärten. Mittels eines Lasers ist es dadurch möglich, Objekte in einem mit Photopolymeren gefüllten Becken zu erzeugen.
Pressure Advance
Pressure Advance ist ein Feature in Klipper, das den Druck des Extruders vorherberechnet und korrigiert. Es wurde entwickelt, um das Schrumpfen von Drucken zu reduzieren, indem es die Extrusion vor dem Drucken der nächsten Schichts anpasst.
Pressure Advance wirkt sich auf den Druck des Extruders aus, während der Extruder sich bewegt. Normalerweise wird der Druck des Extruders während der Bewegung des Extruders reduziert, was zu Schrumpfungen führen kann. Mit Pressure Advance wird der Druck des Extruders vorherberechnet und angepasst, um diese Schrumpfungen zu minimieren.
Um Pressure Advance in Klipper zu verwenden, muss es in der Konfigurationsdatei aktiviert werden. Es gibt auch einige Einstellungen, die angepasst werden können, um das Feature für das spezifische Drucksetup des Benutzers zu optimieren.
Insgesamt hat Pressure Advance das Potenzial, das Druckergebnis zu verbessern, indem es Schrumpfungen reduziert und die Qualität der Drucke verbessert. Es ist jedoch wichtig zu beachten, dass es möglicherweise nicht in allen Fällen funktioniert und möglicherweise sogar zu Fehlern führen kann, wenn es falsch konfiguriert wird.
PVA (Polyvinylalkohol)
Unter allen Stützmaterialen ist PVA mit Abstand das sicherste und komfortabelste. Es handelt sich um Polyvinylalkohol, der gesundheitlich unbedenklich und sehr gut wasserlöslich ist. Nach einem Ausdruck müssen Objekte mit einer Stützstruktur aus PVA lediglich in ein Wasserbad gelegt werden, bis sich diese vollständig aufgelöst hat.
Einen schönen Einblick zeigt dieses Video:
Rapid Prototyping
-
Gebäude für Architekten
-
Möbeldesigns / Interieur
-
Modellbau
RepRap
-
Prusa Mendel
-
Prusa Mendel (Version 2)
-
Prusa i3
Retraction
SLA
Slicer / Slicen
-
Cura (wird oft auf den microSD-Karten bei China 3D Druckern beigelegt – von Ultimaker)
SLS / SLM
Beide Abkürzungen bezeichnen ein ähnliches Verfahren – Selective Laser Melting oder Selektives Laser-Sintern. Das Vorgehen ähnelt der Stereolithografie. Allerdings wird bei SLS ein pulverförmiger Werkstoff durch einen Laser geschmolzen und Schicht auf Schicht zu dem fertigen Objekt modelliert.
STL-Dateien
Support / Stützstrukturen
-
Bei Menschen: Nasen, Kinn, Arme oder Ohren
-
Bei Objekten: rechte Winkel (Türen, Fenster, etc)
Viskosität
Für ein optimales Ergebnis ist die Viskosität oder Zähflüssigkeit des Filaments entscheidend. Ist das erhitzte Filament zu dünnflüssig, kann es verlaufen. Ist es zu zäh, kann sind die Schichten deutlicher erkennbar und unter Umständen kann die Düse verstopfen. Die Viskosität wird über die Temperatur, Feedrate, Flowrate und Druckgewschwindigkeit beeinflusst.
Warp-Effekt
*Guides
Guide - Anti Warping Guide by 3D Jake
Warping verhindern. Das kannst du tun
Guide - Auto Z Offset
Link zum Auto Z Offset Github Repo
Guide - Canbus by Chripink
Guide - Ellis Print Guide
Mit diesem Guide habt ihr die Möglichkeit euren Drucker bestmöglich zu kalibrieren oder auch Druckfehler zu analysieren und finden.
Print-Tuning-Guide by Ellis
Vielen Dank an Ellis für diesen tollen guide
Guide - Fake Lüfter erkennen
Guide - FDM Material Guide by Prusa
Hier ist von Prusa ein toller Guide zu den verschiedenen Filamenten
FDM Guide
Guide - Motorstrom Kalkulator
Guide - Nozzle Guide by 3DJake
Guide - Pressure Advanced Kalibrierung über Website
Link zum Pressure Advanced Guide
Guide - Startcode richtig definieren
Hier findest du einen Guide zum richtigen definieren des Startcodes
*Dokumente
Dokument - Deutsche Klipper Übersetzung | Handbuch
Hallo, In Facebook wurde von Jörg Müller die Dokumentation super übersetzt. Wir danken Ihm vielmals dafür. Hier ist nochmal das PDF vom stand 08.06.2022
Dokument - Extended Bord 1.2 Anleitung

*Extruder
Bowden (Extruder)
Beim Bowden-Extruder sitzt der Steppermotor für die Filamentzufuhr des Hotends am Rahmen und führt das Filament über 10-30cm durch ein Röhrchen zu. Vorteil: das Druckkopfgewicht sinkt enorm, die Druckgeschwindigkeit kann erhöht werden. Nachteil: Es lassen sich nicht mehr alle Filament-Arten drucken und die Konfiguration ist schwieriger. Mehr hierzu in unserem Direct- vs. Bowden Extruder Vergleich.
Direct (Extruder)
- Bessere Extrusion
-
Schnellere Retraction
-
Schwächerer Motor möglich
-
Breiteres Spektrum an kompatiblen Filamenten
- Mehr Gewicht am Druckkopf
-
Mehr Stromverbrauch
-
Erhöhter Verschleiß an Zahnriemen und Gleitlagern
-
Druckgeschwindigkeit wird verringert
-
Komplexere Wartung
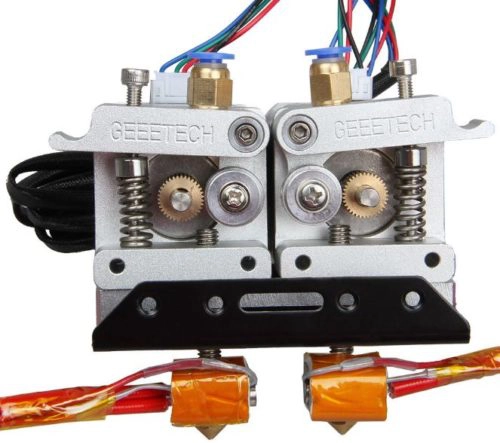
Dual-Extruder
Extruder - Allgemein
Der Extruder ist eines der entscheidenden Bauteile jedes 3D-Druckers. Er bezeichnet ursprünglich die Düse, aus der das Filament ausgestoßen und in den unterschiedlichen Lagen aufgetragen wird. Der Durchmesser entscheidet wesentlich über die Feinheit des Druckes. Heute übernehmen Extruder gleich mehrere Aufgaben – sie erhitzen das Filament, führen es an ihren Bestimmungsort und sorgen für eine exakte Abgabe.
*Filamente im FDM
Hier ist eine Auflistung der gängigsten Filamente im FDM Verfahren
ABS
ABS zählt zu den günstigen Materialien im FDM 3D Druck. Aufgrund der hohen Schlagfestigkeit und
Temperaturbeständigkeit ist ABS einer der wichtigsten Kunststoffe in der Additiven Fertigung.
Die Einsatzgebiete für diesen Werkstoff reichen von simplen Anschauungsobjekten bis hin zu vollständigen
Endprodukten. Hier spielt ABS seine Stärken in der Langlebigkeit aus. Das wohl prominenteste Beispiel für
ABS Produkte sind LEGO Steine.
ABS ist bereits für Einsteiger im 3D Druck geeignet. Jedoch sollten vorher bereits erste Erfahrungen im
Umgang mit den Geräten und Einstellungen gesammelt werden – beispielsweise mit PLA.
Mit seiner hohen Wärmeausdehnung ist ABS nicht für hochpräzise Bauteile geeignet. Zudem kann das
Material nur mit einem geschlossenen Drucker und einer beheizten Druckfläche optimal verarbeitet werden.
| Pros kostengünstig hohe Schlagfestigkeit glatte und saubere Oberflächen gute Hitzebeständigkeit vielfältige Nachbearbeitungsmöglichkeiten |
Cons starkes Verziehen (warping) |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 3,00 mm und in vielen unterschiedlichen Farben
erhältlich. In der Regel wird das Material auf einer 1 kg Spule geliefert. Andere Größen wie 3,5 kg und 10 kg
sind auf Anfrage auch lieferbar.
Das für FlensTech produzierte ABS Easy Flow ist durch seinen etwas geringeren Acrylnitril-Anteil
hervorragend für den 3D Druck geeignet.
ASA – Acrylnitril-Styrol-Acrylat
ASA ist eine beliebte Alternative zum ABS im FDM 3D Druck. Es ist ebenso schlagfest und
temperaturbeständig wie ABS und weist zudem eine sehr hohe UV-Beständigkeit auf. Dieser Eigenschaft hat
es seine besondere Rolle in der Additiven Fertigung zu verdanken.
Besonders beliebt ist dieser Kunststoff für Innenraumverkleidungen und Applikationen in Automobilen und
für der Witterung ausgesetzten Geräten, Bauteilen, Gehäusen und Beschilderungen.
Mit seiner hohen Wärmeausdehnung ist ASA nicht für hochpräzise Bauteile geeignet. Zudem kann das
Material nur mit einem geschlossenen Drucker und einer beheizten Druckfläche optimal verarbeitet werden.
|
Pros hoch UV-beständig |
Cons teuer |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 3,00 mm und in vielen unterschiedlichen Farben
erhältlich. In der Regel wird das Material auf einer 750 gr. Spule geliefert. Andere Größen, bis 4,5 kg, werden
von einigen Herstellern auch angeboten.
HIPS – High Impact-Polystyrol
HIPS ist die Abkürzung für High Impact Polystyrene. Wie es der Name bereits vermuten lässt handelt es sich
hierbei um einen hochschlagfesten und harten Kunststoff. Im Vergleich zu anderen Materialien im FDM 3D
Druck können Bauteile aus HIPS bei recht hohen Temperaturen von bis zu 100°C dauerhaft betrieben werden.
Verwendet wird HIPS besonders für robuste Gehäuse und für Accessoires wie Armbänder.
Eine weitere Besonderheit von HIPS ist die Löslichkeit in d-Limonen, welches in der Schale von Zitrusfrüchten
gefunden werden kann. Hierdurch ist es perfekt als Supportmaterial für ABS geeignet. Nach dem Druck
können Reste des HIPS einfach ausgewaschen werden.
Die Verarbeitungstemperaturen des HIPS sind allerdings etwas höher. So wird eine Druckbetttemperatur von
über 100°C benötigt. Daher ist die Verarbeitung nur auf geschlossenen Druckern zu empfehlen, bei denen
der Wärmeverlust deutlich geringer ist als bei offenen Alternativen.
|
Pros kostengünstig |
Cons hohe Drucktemperaturen |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 2,85 mm und in unterschiedlichen Farben
erhältlich. Das Filament ist üblicherweise als 750 gr. Spulen erhältlich. Andere Größen, bis 2 kg, werden von
einigen Herstellern auch angeboten
PA - Nylon
Nylon besitzt eine hohe Flexibilität und eignet sich dadurch für das Drucken elastischer Objekte. Wegen seiner Schmelztemperatur und anderer Eigenschaften, wie einem starken Zusammenziehung bei der Abkühlung, ist es als Filament jedoch schwer zu verarbeiten. Aus diesen Gründen wird der Druck mit mit günstigen 3D-Druckern nicht oder nur mäßig unterstützt.
PA / Nylon
Nylon ist hitzebeständig, schlag- und dauerfest. Es eignet sich besonders für beanspruchte Bauteile mit langer
Lebenserwartung, wie beispielsweise Zahnräder, Scharniere, Schrauben und Gewinde oder Kabelbinder.
Bei der Lagerung des Filaments sollte darauf geachtet werden, dass es stets Luftdicht verpackt ist. Da Nylon
stark hygroskopisch (wasseranziehend) ist, kann es andernfalls zu schlechten Druckergebnissen Aufgrund des
veränderten Wassergehalts im Material führen.
|
Pros sehr hart und zäh |
Cons neigt zum Verziehen (warping) |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 2,85 mm und in unterschiedlichen Farben
erhältlich. Das Filament ist üblicherweise als 450 gr. oder 500 gr. Spulen erhältlich. Andere Größen sind i.d.R.
nur auf Anfrage erhältlich.
PC – Polycarbonat
Polycarbonat (PC) ist eines der stärksten und hitzebeständigsten Materialien für den FDM 3D Druck. Es ist
ideal für anspruchsvolle technische Anwendungen geeignet. Eine der bekanntesten CDs und DVDs.
In der additiven Fertigung wird es häufig für die Herstellung von Halterungen, Hebevorrichtungen oder
Griffen verwendet. Ein Vorteil dieses Materials ist die einfache Nachbearbeitung. Dadurch lassen sich
hochwertige Bauteile in Einzel- bis Kleinserienfertigung herstellen.
Aufgrund seiner hohen Wärmeleitfähigkeit und sehr hohen Drucktemperaturen bis über 300°C stellt es
verhältnismäßig hohe Anforderungen an den Druckprozess, wodurch nicht jeder 3D Drucker für die
Verarbeitung von PC geeignet ist.
Bei der Lagerung des Filaments sollte darauf geachtet werden, dass es stets Luftdicht verpackt ist. Da
Polycarbonat stark hygroskopisch (wasseranziehend) ist, kann es andernfalls zu schlechten Druckergebnissen
Aufgrund des veränderten Wassergehalts im Material führen.
|
Pros sehr hohe Schlagfestigkeit |
Cons sehr hohe Drucktemperaturen |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 3,00 mm und üblicherweise in schwarz, weiß
oder transparent erhältlich. In der Regel wird das Material auf einer 750 gr. Spule geliefert. Andere Größen,
bis 3 kg, werden von einigen Herstellern auch angeboten.
PETG – Polyethylenterephthalat mit Glycol
PETG ist ein mit Glykol modifiziertes PET, welches besonders von Einweg-Getränkeflaschen her bekannt ist.
Es besitzt, ähnlich wie PLA, sehr gute Druckeigenschaften. Es handelt sich hierbei um eines der chemisch
widerstandsfähigsten Materialien für den FDM 3D Druck.
Der Kunststoff zeichnet sich durch eine hohe Festigkeit und sehr geringen Wärmeausdehnung aus. Hierdurch
können auch große Bauteile mit einer hohen Maßgenauigkeit hergestellt werden. Dank vollständiger
Wasserbeständigkeit wird PETG häufig für wasserdichte Gehäuse und Behälter verwendet. Zudem lassen sich
Teile herstellen, die passgenau ineinander fassen sollen.
|
Pros glatte Oberflächen |
Cons Brücken sind nicht sehr einfach zu drucken |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 2,85 mm und in unterschiedlichen Farben
erhältlich. Das Filament ist üblicherweise als 750 gr., 1 kg oder 2,2 kg Spulen erhältlich. Andere Größen, bis
4,5 kg, werden von einigen Herstellern auch angeboten.
PLA – Polyactide
PLA ist eines der beliebtesten Materialien im FDM 3D Druck. Es ist einfach in der Handhabung, hat geringe
Ansprüche an den Druckprozess und besitzt eine hohe Maßgenauigkeit. Zudem zählt es zu den günstigen
Materialen der Additiven Fertigung.
Hergestellt wird PLA aus Milchsäuremolekülen, die aus Zucker gewonnen werden. Wird es nach der
Verwendung industriellen Kompostieranlagen zugeführt, kann es dort biologisch abgebaut werden. Diese
Umstände verleihen dem Material das Prädikat als Biokunststoff bezeichnet zu werden.
Aufgrund seiner Eigenschaften kann PLA äußerst vielseitig eingesetzt werden. Es eignet sich für die
Herstellung von Gehäusen, Gewinden und passgenauen Formteilen, sowie für Figuren, Armbänder oder
Dekorationen. Es ist daher sehr beliebt, die auf dem Computer designten Modelle erstmals in den Händen zu
halten.
| Pros kostengünstig sehr gute Maßgenauigkeit erhöhte Festigkeit einfach zu drucken |
Cons geringe Hitzebeständigkeit |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 3,00 mm und in vielen unterschiedlichen Farben
erhältlich. In der Regel wird das Material auf einer 1 kg Spule geliefert. Andere Größen wie 3,5 kg und 10 kg
sind auf Anfrage auch lieferbar.
PLA(-Filament)
-
geringer Verzug
-
farbstabil, auch bei längerer UV-Einstrahlung
-
biologisch abbaubar
-
bereits ab 60 Grad flexibel formbar
-
relativ geruchsneutral
TPU/TPE – thermoplastisches Elastomer / Polyurethan
TPE ist die Abkürzung für Thermoplastische Elastomere. Hierbei handelt es sich um eine Gruppe flexibler
Kunststoffe. Im FDM 3D Druck wird TPU (thermoplastische Polyurethan) am häufigsten verwendet.
TPE Filamente sind etwa 1/2 bis 1/3 so weich wie PLA. Zudem können sie bis auf das 6-fache ihrer Länge
gedehnt werden. Hierdurch besitzt es eine sehr hohe Dauerfestigkeit. Aufgrund dieser Eigenschaften eignen
sich TPE's hervorragend für Schwingungsisolatoren, Stoßdämpfer, Gehäuse, Griffe und Reifen. Zudem lassen
sich s.g. compliant mechanisms (nachgiebige Mechanismen) herstellen. Diese ermöglichen es bewegliche
Baugruppen in einem Stück zu drucken.
Flexible Materialien sind schwieriger zu verarbeiten als beispielsweise PLA. Es lassen sich nur schlecht
Brücken drucken und sie neigen zur Blasen- und Fadenbildung.
|
Pros flexibel |
Cons schwierig zu drucken |
Die Filamente sind in den gängigen Stärken von 1,75 mm und 2,85 mm und in unterschiedlichen Farben
erhältlich. Das Filament ist üblicherweise als 250 gr., 500 gr., 750 gr. oder 1000 gr. Spulen erhältlich.
*Guide - Orca Slicer - Pressure Advanced
*Hallo.
Wir zeigen euch hier den Pressure Advanced Test aus dem Orca Slicer.
Den Orca Slicer könnt ihr euch hier downloaden (Orca Slicer Github)
Konfiguration des Tests
- Orca Slicer öffnen
- Oben unter Kalibrierung -> Pressure Advanced auswählen

- Konfiguriere deinen Test
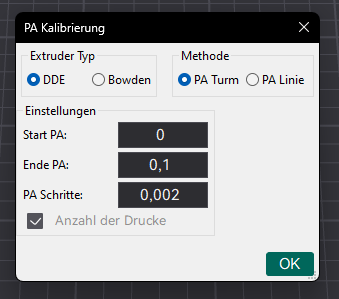
Der Turmtest:
Extruder Typ = Hier musst ihr DDE (Direct Drive Extruder) oder Bowden Extruder wählen
Methode = Testart -> Turm
Start PA = Hier wählt ihr euren Startwert. Direct Drive etwa 0,01 / Bowden etwa 0,1
Endwert = Entsprechend nach Extrudertyp. DD etwa 0,04 / Bowden etwa 0,4)
PA Schritte = Die Änderung des PA pro 1 mm Messwert. DD etwa 0,002 / Bowden 0,02
Druckergebnis
Beispiel:
Typ: DDE
Method: Turm
Start: 0,01
End: 0,08
Schritte: 0,002


Messung:
Hier müssten wir ab dem Start die mm Höhe des "besten" PA Wertes ermitteln.
Vergesst bitte nicht, dass der 0 Punkt euer PA Start ist!

Hier wären es etwa 18mm
Rechnung:
Start PA + (Schrittwert x Messwert in mm) = Pressure Advanced
0,01 + (0,002 x 18) = 0,046