*Bambu Lab
- *Modifikationen
- *Modifikationen & Umbauten -> Anleitungen
- *Wartung / Wartungsarbeiten übersetzt / Verbrauchsmaterial Wartung
- *AMS - Übersicht der aktuell passenden Filamentrollen
- *Build Plate Informationen Glue Stick
- *FAQ
- *Links zu BambuLab
- *Pinouts
- *QR Codes auf den Druckplatten
- *Sliceroptimierungen
*Modifikationen
Hier findet ihr eine kleine Sammlung an Modifikationen, die wir als sehr praktisch und sinnvoll erachten.
Für alle Modelle
|
Bitte unbedingt Drucken ... besser eher als später
Eine Hilfe zum Beheben eines Extruder Clogs
Bitte druckt euch unbedingt folgende STL falls ihr jemals den Extruder auseinander bauen müsst braucht ihr das
|
|
|
|
Auffangbehälter für die Filamentreste, die aus dem PMS (Poop Management System) ausgeworfen werden.
|
|
|
|
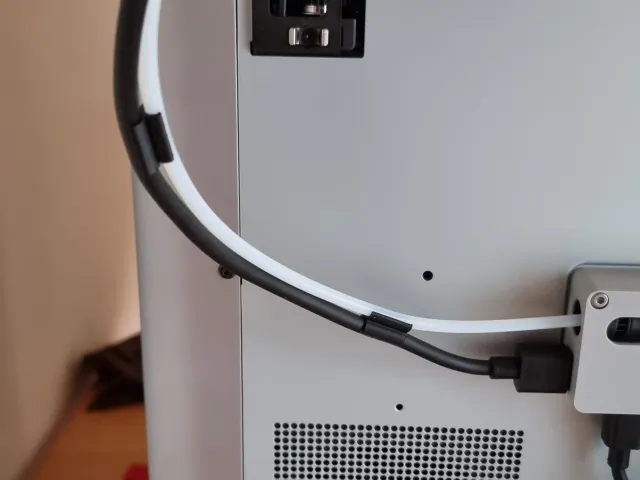
Clip für das Kabel und den PTFE Schlauch die von der AMS zum Drucker kommen.
|
 |
|
|
Eine Chamber Filter Version mit Hepa und Carbon Filter.
|
|
|
|
Eine Halterung, die den inneren seitlich montierten Lüfter stützt.
|
 |
|
|
Tool Halter um alles unnötige was man zum Drucken benötigt, bei dem Drucker zu platzieren.
|
 |
|
|
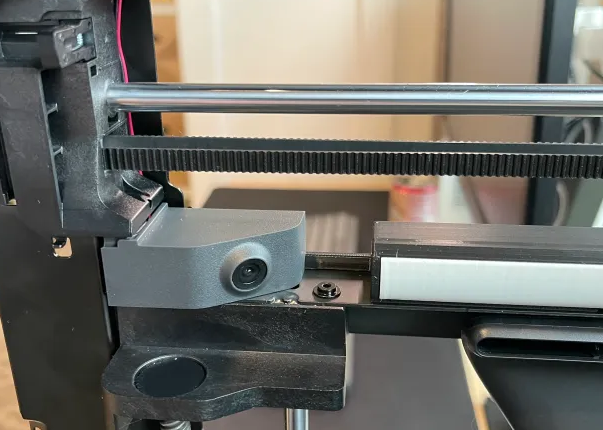
Wenn Ihr einen pinken Streifen in der Cam habt, denn kann euch dieser Mod Abhilfe schaffen
|
|
|
|
Ein LED Mod für den X1C, der lediglich die Glasplatte etwas erhöht. Die AMS kann weiterhin auf der Glasplatte abgestellt werden.
|
|
|
|
Hier findet ihr Abdeckungen die Ihr euch drucken könnt, damit eure Lager der Trapezgewindespindeln geschützt sind.
Beachtet bitte das beim Drucken die Option "dünne Wände erkennen" eingeschaltet ist !!!
|
|
|
|
Dieses Bauteil hilft euch dabei, die lästigen Filamentreste besser aus dem Gehäuse eures Bambus zu bekommen.
|
|





X1C & P1S
|
Dieser Schalldämpfer soll die Geräuschkulisse des Abluftlüfters um 9dB senken, bei geringer Temperaturerhöhung
|
|
|
|
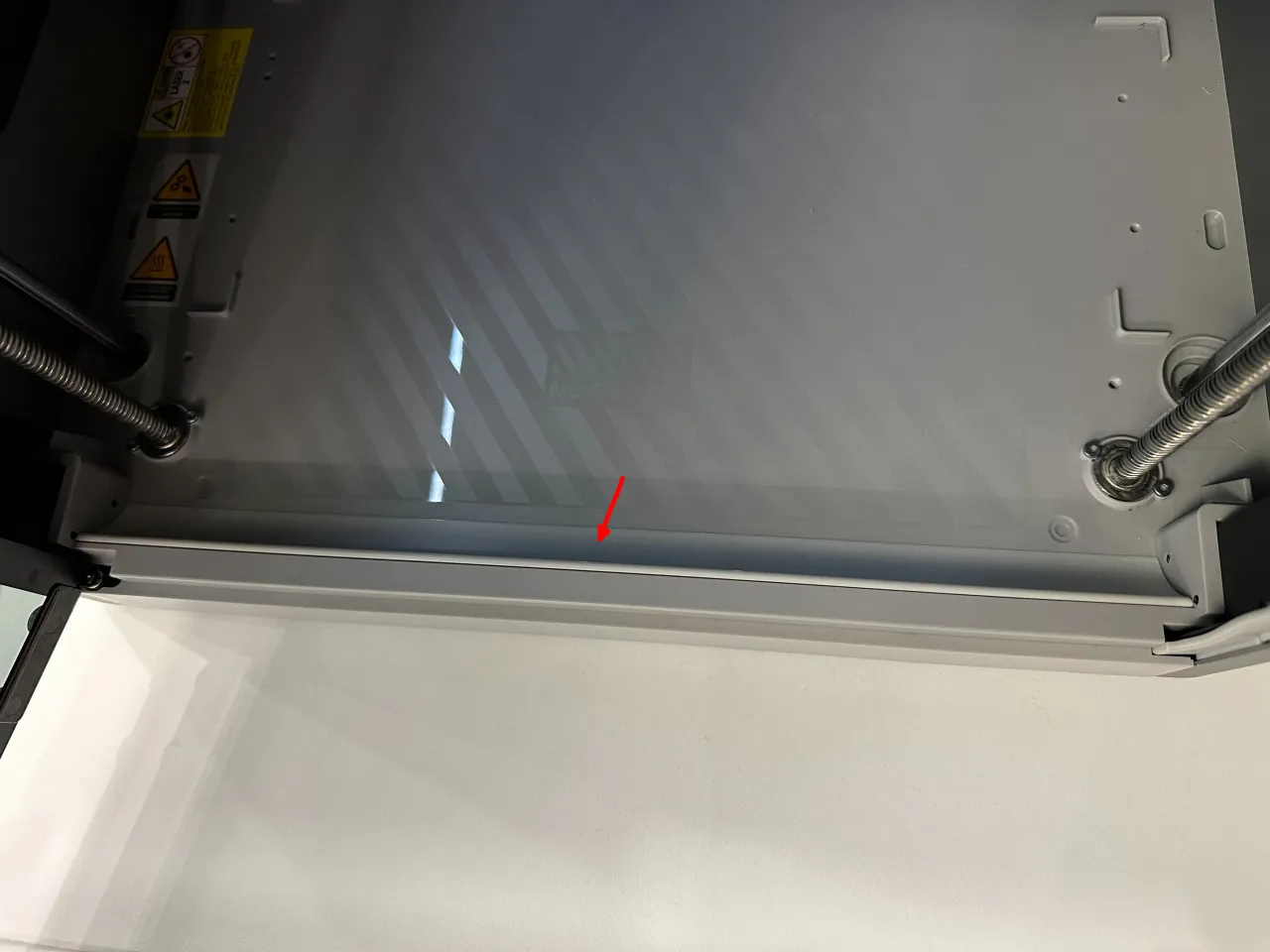
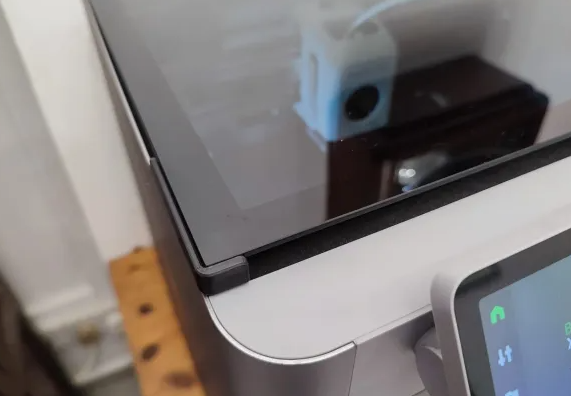
Mit diesem Mod verschafft ich einen Luftspalt zwischen der Oberen Glasplatte und dem Gehäuse. So kannst du eine bessere Kühlung erreichen.
|
|
|
|
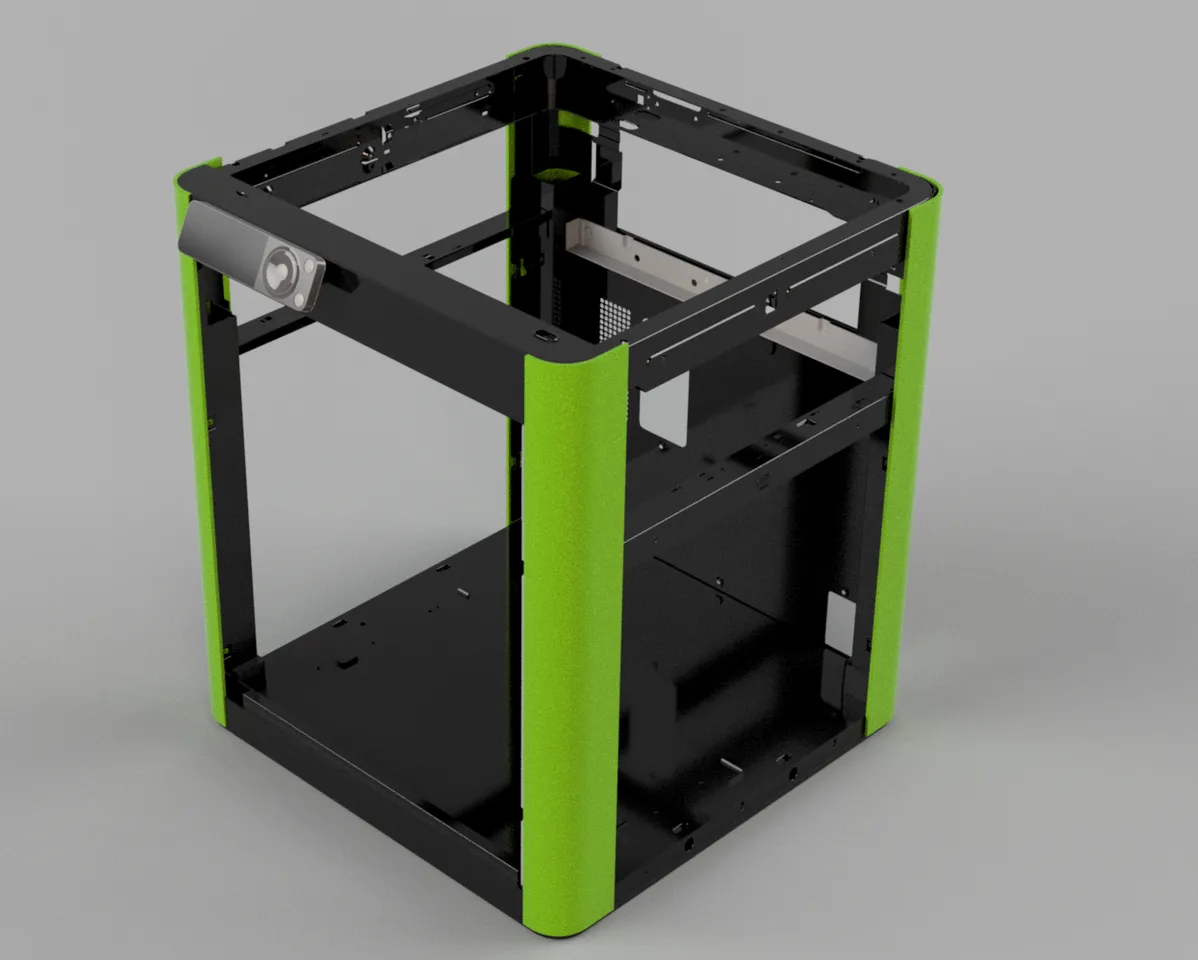
Ein optionales Gehäuse zum selber Drucken.
Mit diesem Gehäuse können Carbonpellets genutzt werden, ähnlich wie beim Nevermore des Voron.
|
|


P1P
| Side Panels | Hier findet Ihr die original von Bambu Lab vorgeschlagenen Side Panels |
|
| Fancy Corner Panels |
|

AMS
|
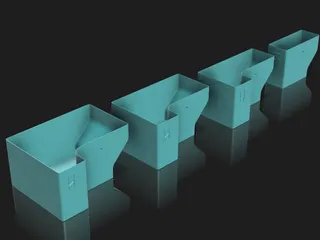
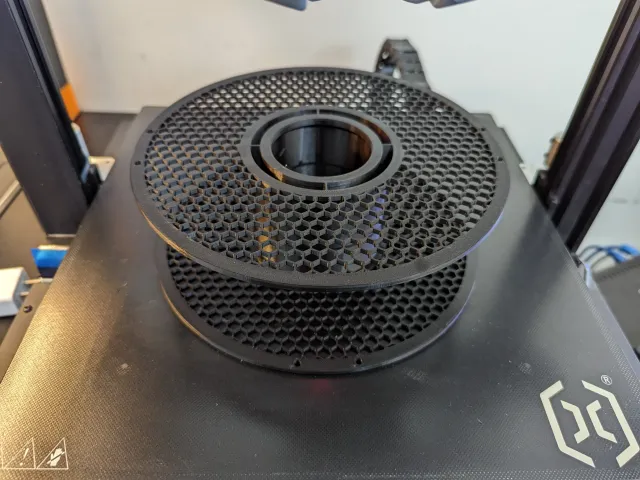
Kleine Container für die AMS um Silicagel in dem Gehäuse zu platzieren.
|
 |
|
|
Der Zweck dieser ist es, auf der Oberseite Ihres Bambu AMS Feeder Tubes zu klammern, um es vor Verschleiß von abrasiven Filamenten (Glow, Kohlefaser, Seide, Holz füllen, etc.) zu schützen.
|
|
|
|
Feeder mit oder ohne dem Bambu Logo in je drei verschiedenen breiten.
Unsere Empfehlung, legt den Protector im Studio auf die Seite der Logos und schneidet die erste Schicht (0,2mm) unten weg, dann wirde das Logo zwar nicht mit Vertiefung gedruckt, aber der Druck als solches ist einfacher.
|
|
|
|
Ein kleiner Helfer, um den PTFE Schlauch aus dem AMS Hub zu bekommen.
|
|
|
|
Ein Umbau für die AMS um kleine Spulen oder auch andere Spulen die vorher nicht gepasst haben, in die AMS einlegen zu können. Diese Version ist mit den Führungsfinnen für die Spulen in der AMS.
|
|
|
|
Ein Umbau für die AMS um kleine Spulen oder auch andere Spulen die vorher nicht gepasst haben, in die AMS einlegen zu können. Diese Version ist ohne die Führungsfinnen für die Spulen in der AMS.
|
|
|
|
Da die Hydra AMS nicht mehr über die Fächer für die Silicabeutel verfügt, gibt es diese Lösung um Silica in die Spulen zu bringen
|
|
|
|
Der originale Bambu Lab Spulenhalter funktioniert gut, braucht aber eine Menge Filament und lässt einige nette Funktionen vermissen, wie z.B. die Möglichkeit zu sehen, wie viel Filament noch auf der Spule ist, Durchgangslöcher zum Umspulen zu haben und mehr Plätze, um das lose Ende des Filaments zu befestigen.
|
 |
|
|
Dieser Mod verbessert die Rückzug des Filamentes aus der AMS. Wenn der Fehler "Das Filament konnte nicht vom Werkzeugkopf zur AMS zurückgezogen werden" kommt, kann dieser Mod Abhilfe schaffen.
|
|
|
|
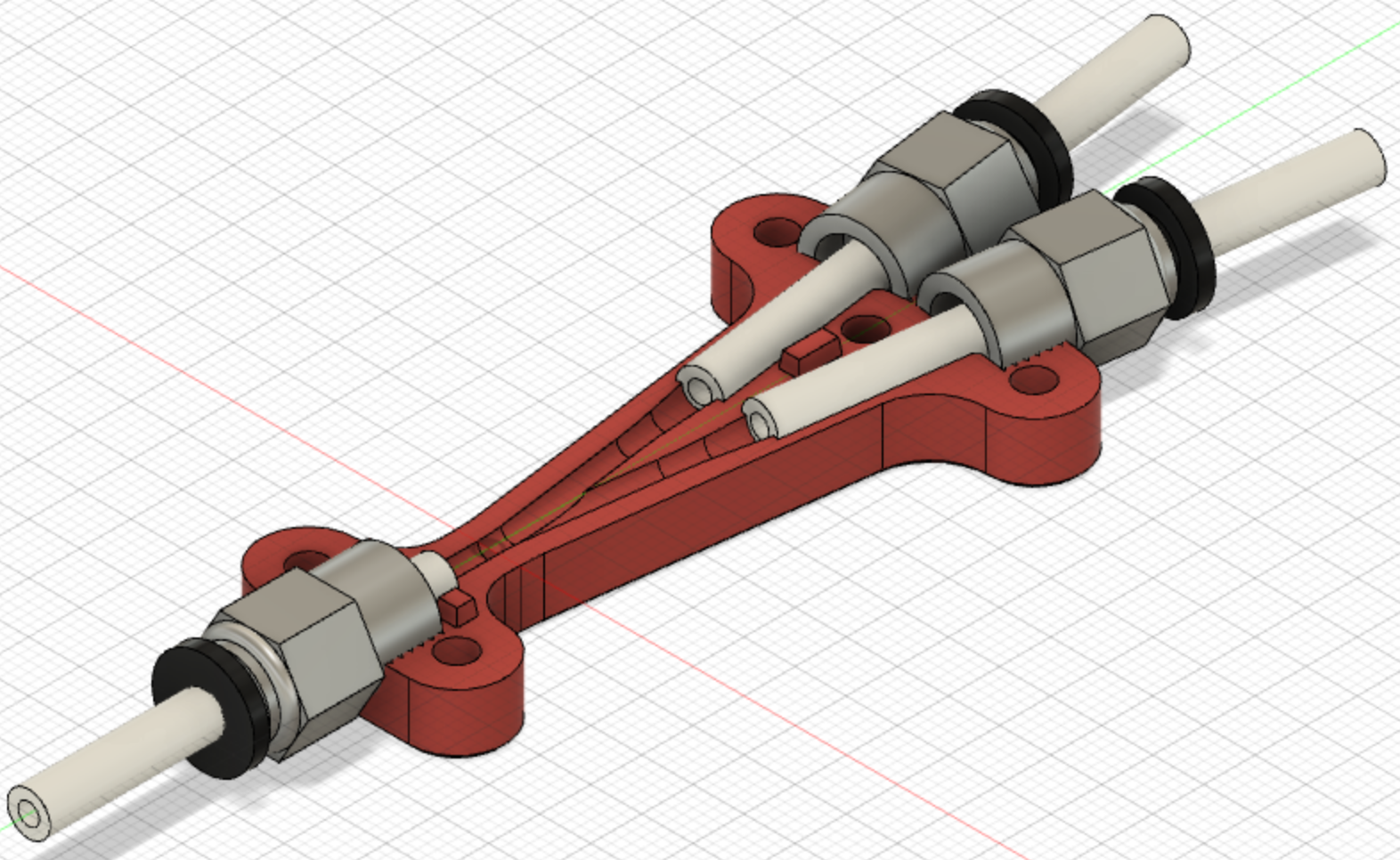
Diesen Splitter könnt ihr benutzen um die AMS und eine zusätzliche Filamentquelle benutzen.
|
|
|
|
Ein einfacher Halter, der für den Splitter angewandt werden kann.
|
|
|
|
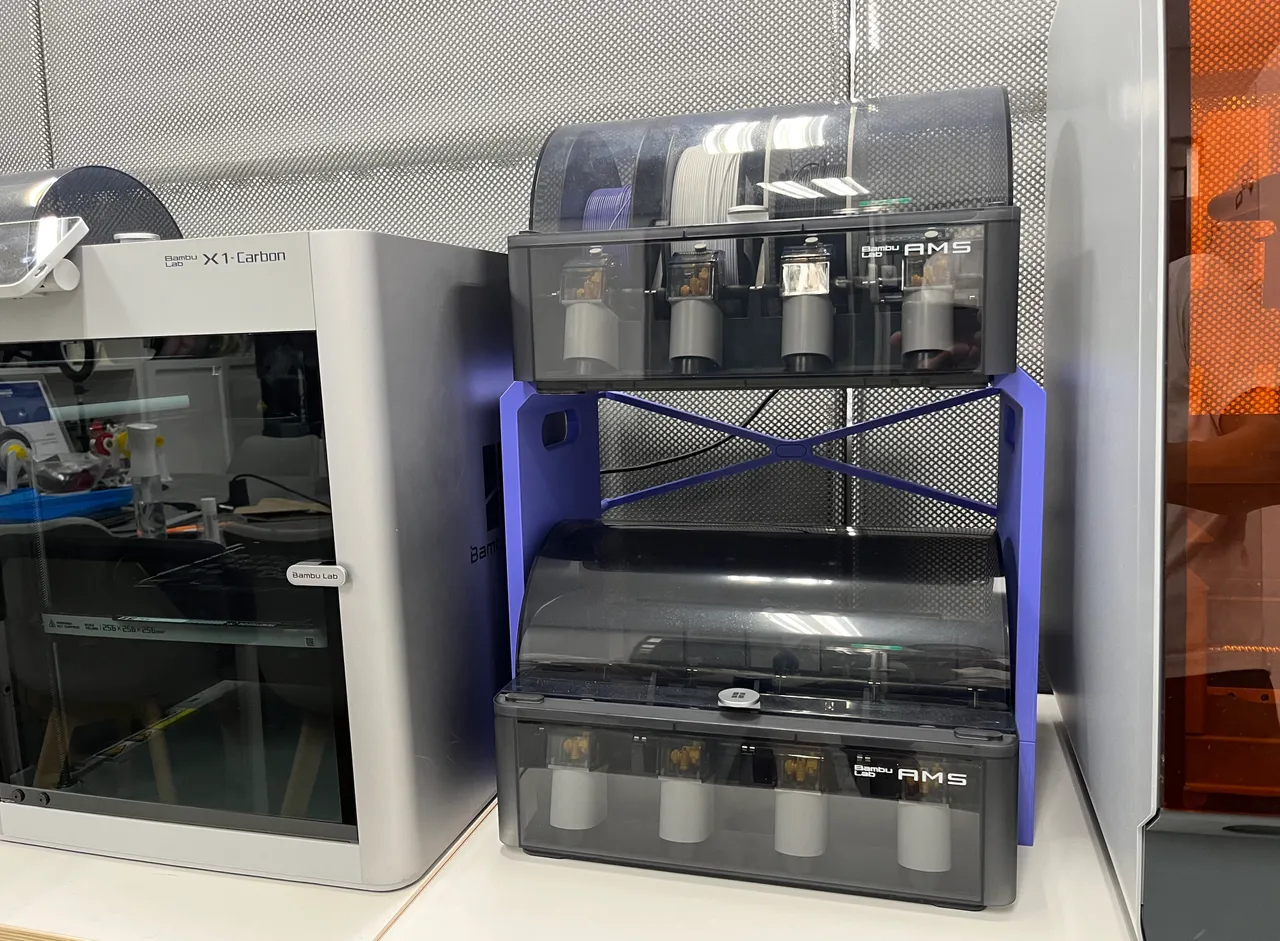
Eine Erhöhung um zwei AMS übereinander lagern zu können.
Über die Links sind verschiedene Modelle zu finden.
|
|








*Modifikationen & Umbauten -> Anleitungen
Umbau Hydra AMS
Die Hdydra AMS
Dieser Guide soll euch helfen, eure AMS auf die sogenannte Hydra AMS umzubauen.
Die Hydra AMS wurde von Humebeam auf Printables released. Vielen Dank dafür und tolle Arbeit!
Link zur Hydra AMS
Vorteile:
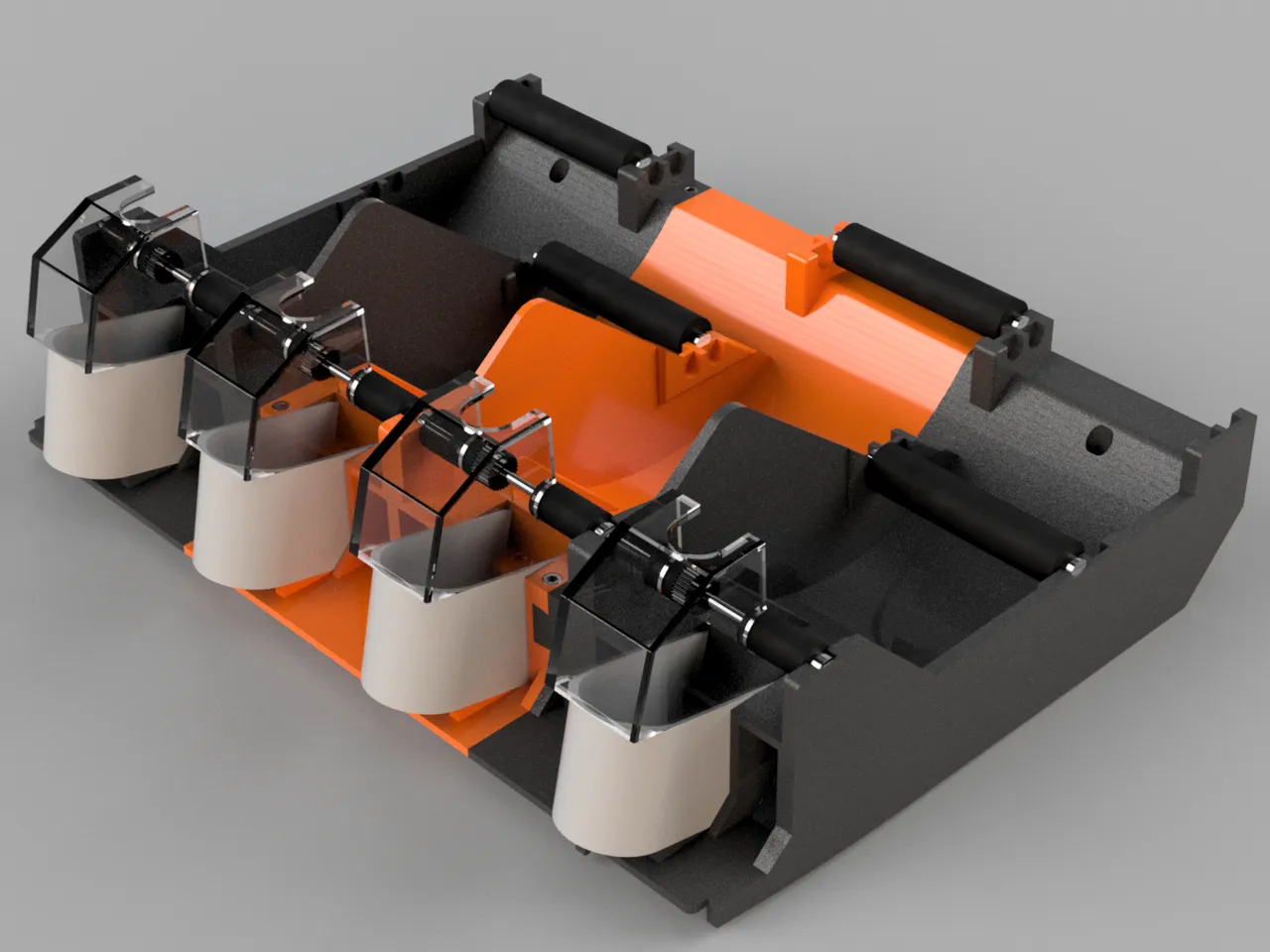
- Breitere und höhere Spulen können genutzt werden, da die volle Tiefe der AMS ausgenutzt wird
- In der oben geposteten Version fehlen die Führungen der Rollen und somit habt ihr weniger Reibung auf vollen Spulen
- Varibale Rollengröße durch individuelle Positionierung der Laufrollen möglich
Vorbereitungen
Checkliste:
Wir haben für euch eine Checkliste erstellt. So könnt ihr Schritt für Schritt vorgehen und den Umbau umsetzen
Hydra_AMS_Checkliste_by_Crydteam.pdf
Material:
Druckteile
- Druckteile aus dem Projekt: 1x rechts ; 1x links ; 1x Mitte
- Tool zum Entfernen des PTFE am Filament Buffer
Schrauben
- 4x M3x16
oder - 4x M3x20
----> Link zur Schraubenhändlerliste
Der Umbau
Schritt 1 - AMS von Bambu Abbauen
- Schalte deinen Drucker aus
- Ziehe die Stecker an der AMS ab
- Entferne den PTFE am Filament Buffer
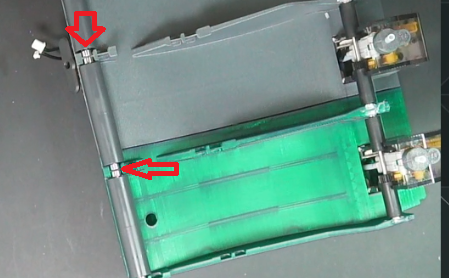
Schritt 2 - AMS aus Gehäuse ausbauen
1. Schrauben lösen und entfernen
2. PTFE Kupplung zu der AMS drücken (Widerstand bzw leichtes Klicken spürbar) -> Schlauch entfernen

3. AMS nach Vorne kippen und Stecker lösen.
Schritt 3 - Verteiler umbauen
1. PTFE Schläuche Entfernen (ebenfalls wieder Kupplungen reindrücken bis ein "Klicken/Entriegeln" spürbar ist
2. Schrauben entfernen und Verteiler von alter AMS in neue einbauen.

Schritt 4 - Rollen aus AMS entfernen
- Rollen an Motoren entferne
- Rollen gegenüber motoren entfernen

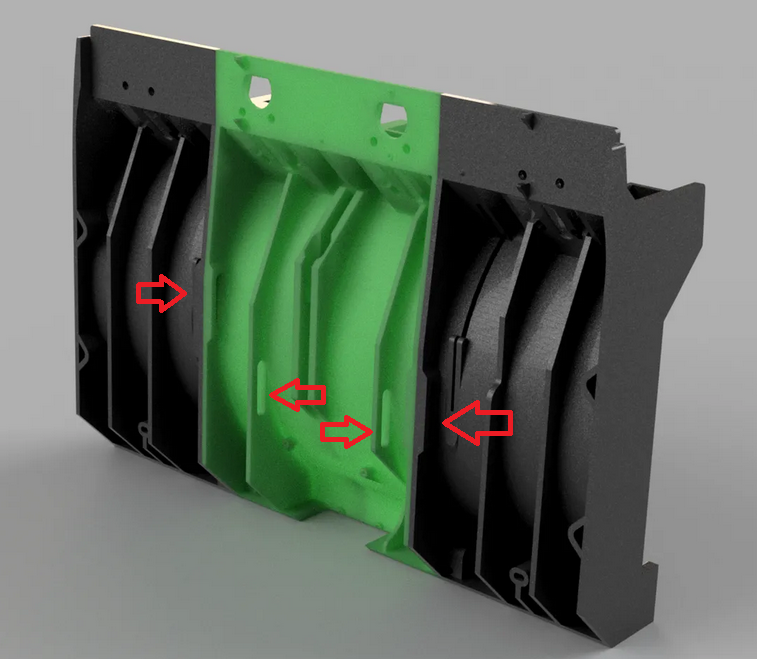
Schritt 5 - Motor links und rechts außen umbauen
- Entferne jeweils die vier Schrauben pro Motor und ziehe den Motor sanft heraus.
- Montiere die Motor an der Hydra AMS.
!Beachte: PTFE wird mittig eingeführt und die Kabel immer "zum" Mainboard hin durch den Schlitz!

Schritt 6 - RFIDs umbauen
- Entferne die Heißklebepunkte mit einem Seitenschneider und ziehe die RFIDs heraus
- Schiebe die RFIDs in die Hydra, bis diese "bündig" sitzen.
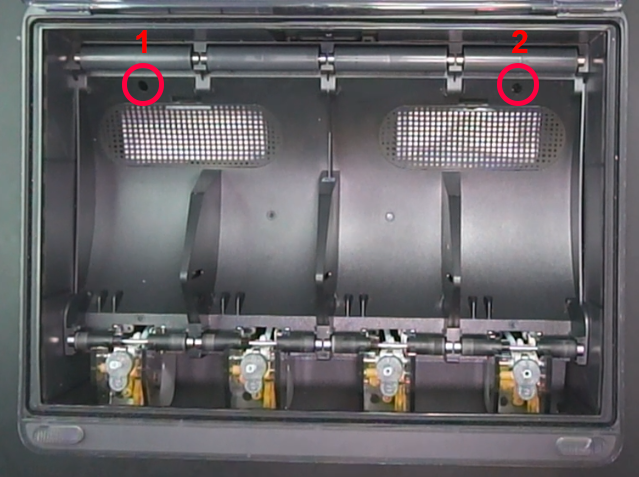
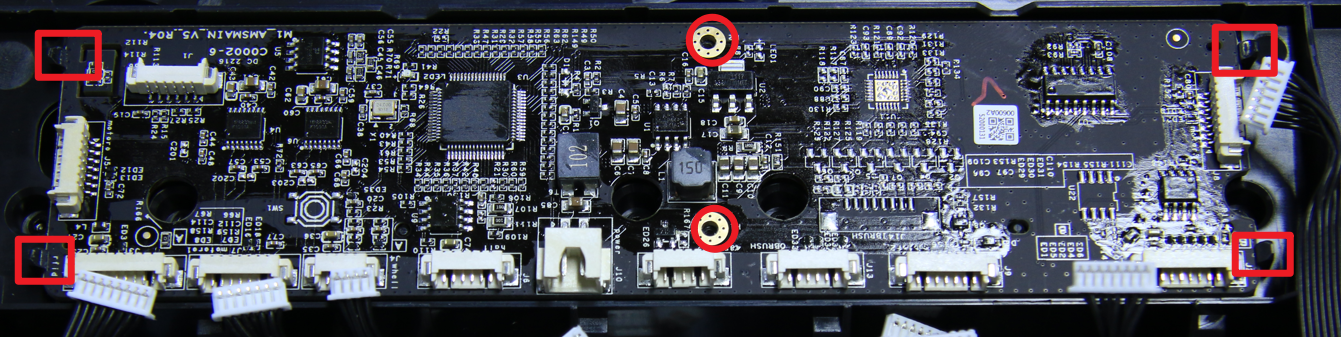
Schritt 7 - Mainboard umbauen
- Enferne die zwei Sschrauben auf dem Mainboard und löse rechts und links die Nase. Dann kannst du das Board nach oben rausziehen.
- Schraube das Mainboard an der AMS fest. Achte auch die richtige Position. (Es rastet so leicht ein. Fester Sitz)
Schritt 8 - Motor Mitte links und rechts umbauen
- Entferne wie in Schritt 5 die beiden mittigen Motoren und baue diese in die Hydra ein.
!Beachte: Kabel immer in die Öffnung zum Mainboard hin!
Schritt 9 - PTFE von Motoren an Verteiler anschließen
- Führe die PTFE Schläuche durch dei Führungen zum Verteiler
- Klicke die PTFE im Verteiler ein und Prüfe ob diese fest sitzen
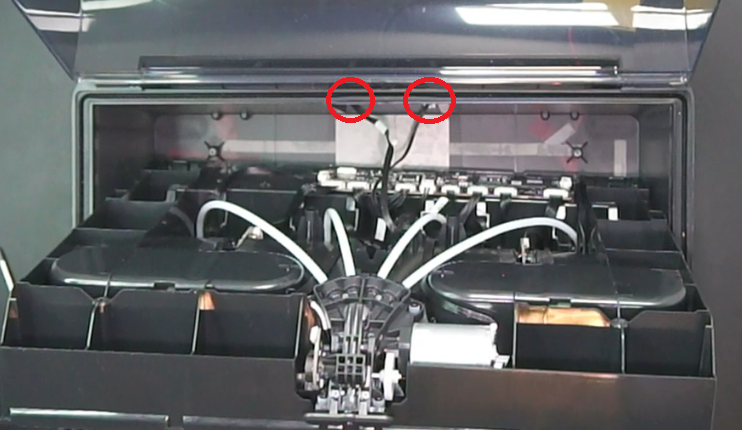
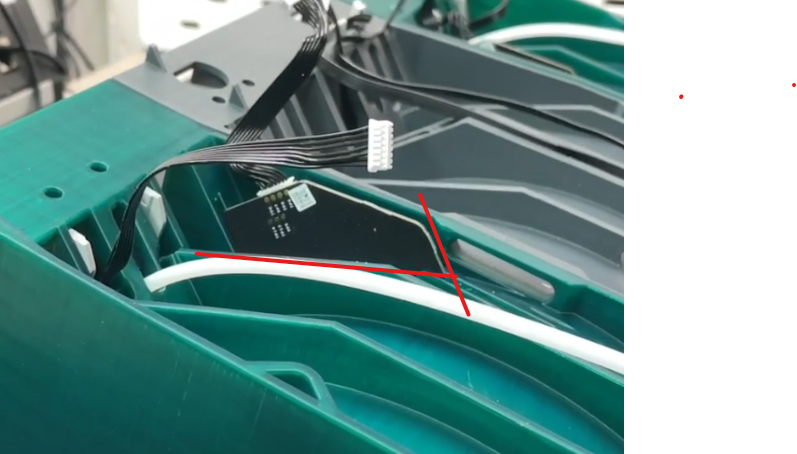
Schritt 10 - Versorgungs- und Signalleitung umbauen
- Entferne die Klebepunkte an dem Ferritkern und löse die Kabel aus der AMS
- Schiebe den Ferritkern in die dafür vorgesehne Aufnahme
Beachte: Drehe die Laschen des Kerns nach oben


Schritt 11 - Rollen wieder einsetzen
- Setze die Rollen an den Motoren ein
Beachte: Die Ritzel müssen richtig positioniert sein. Sprich die Ritzel der Rollen müssen in die der AMS greifen können

- Setze die hinten Rollen an die für deine Rolle passende Position
Für die meisten Rollen passt die Position ganz hinten
Schritt 12 - Hydra in Gehäuse einsetzen
- Setze die Hydra in das Gehäuse ein
- Stecke die beiden Kabel ein

- Schiebe die Hydra ganz nach hinten bis die Bohrlöcher passen
- Verschraube die Hydra mit den 2 Schrauben
- Setze den PTFE wieder ein und prüfe ob die Verriegelung hält.
Schritt 13 - Lauftest
- Lege Rollen ein und prüfe ob diese leichtgängig Rollen
-> wenn nicht Laufrollen prüfen - Prüfe ob der Deckel mit den Rollen schließt.
-> Mit manchen adaptern auf den Einführen der Motoren geht der Deckel nicht zu, weil sich der Winkel verändert hat.
-> Diese Buttons passen - Drucke dir ggf Silica Mods für in die Rollen. Link zum Silica Mod
Schritt 14 - Hydra an Drucker anschließen und testen
- Schließe den PTFE von der Hydra wieder an den Filament Buffer
- Stecke das Kabel vom Drucker an die AMS
- Starte den Drucker
- Lege in alle 4 Fächer Rollen ein und lass das Filament einziehen
- Prüfe ob die RFID leser funktionieren
Super. Du hast es geschafft und wir hoffen, dass wir dir helfen konnten. Hast du Anmerkungen schreib uns doch gerne im Discord.
Quellen:
https://www.printables.com/de/social/48305-humebeam/about
https://wiki.bambulab.com/en/x1/maintenance/replace-ams-main-board
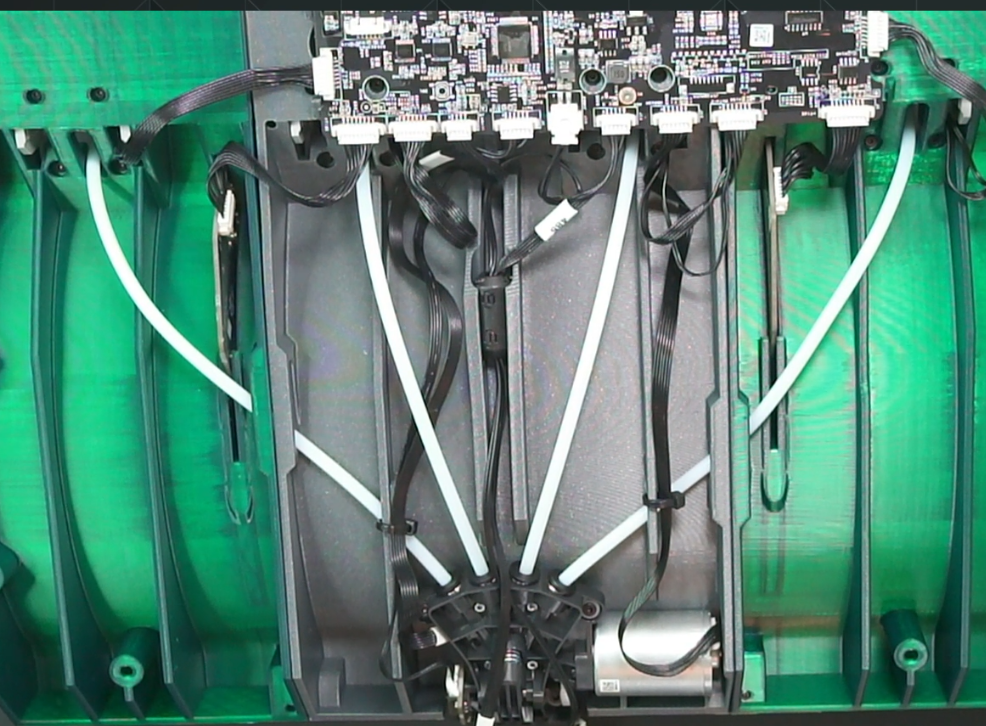
Mainboard Lüfter Noctua Umbau
Hallo.
Hier findet ihr Infos zum Umbau des standard Maindboardlüfters auf einen Noctua Lüfter.
Dieser Umbau geht auf eigene Gefahr. Wir übernehmen keine Haftung.
Wichtige Infos:
4 Pin Lüfter
5 V Spannungsversorgung
Welchen Typ kann ich verbauen:
Noctua 4010 5V 4Pin*
Wo finde ich die passenden STLs für eine bessere Position:
Bambu Lab X1 MCU heatsink fan bracket by thrutheframe
https://www.printables.com/de/model/383369-bambu-lab-x1-mcu-heatsink-fan-bracket
https://www.printables.com/de/model/404101-bambu-mc-board-fan-mount-for-noctua/files
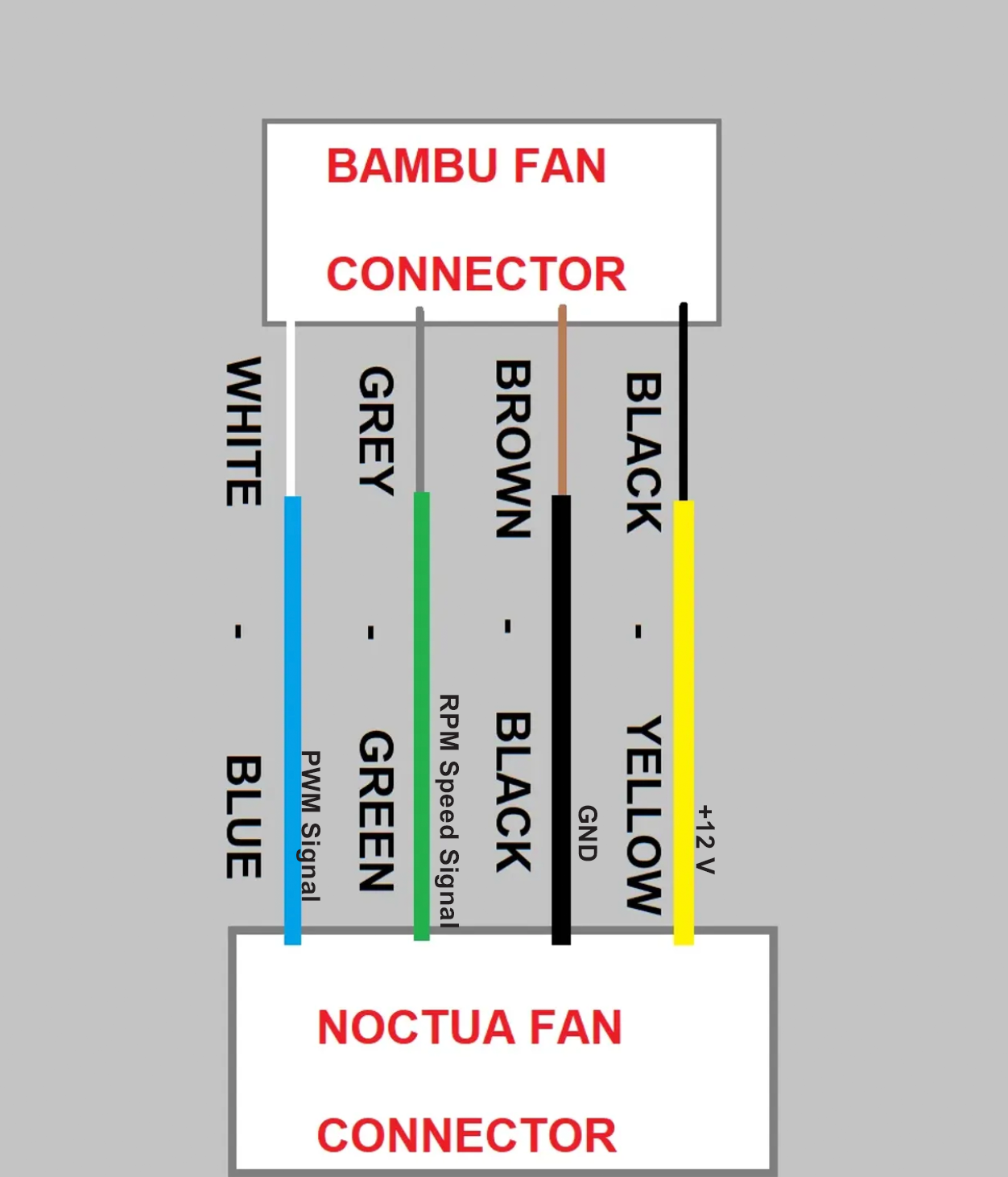
Schaltplan:
* Alle Links zu Amazon sind Affiliate Link. Hiermit könnt ihr unsere Arbeit unterstützen.
LED Mod X1C
Hallo,
hier zeigen wir euch Quellen, wie ihr mehr Licht in eueren Bambu bekommt
Dieser Umbau geht auf eigene Gefahr. Wir übernehmen keine Haftung
STL Quellen:
STL Quellen X1
|
|
|
|
|
|
|
|
|
|
|



STL Quellen P1P
|
|
|
|
|
|
|
|
|
|
|



Welche LED Leiste:
Generell funktioniert jede 24V LED Leiste. Diese sollte aber nicht die A überschreiten.
Zum Beispiel:
Verkabelung:
1. Externes Netzteil:
Externes 24V Netzteil.
-> Vorteil: Kann über Home Assistant ein und ausgeschaltet werden. Eventuell nützlich für die Kalibrierung über den Lidar
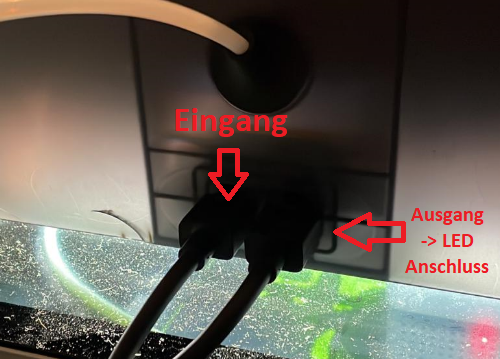
2. Anschluss an AMS:
Die AMS hat einen Ein-und Ausgangsanschluss. Hier können auch die 24V abgegriffen werden.
Wichtig ist aber, dass euere LED nicht mehr als 1.5A zieht!
Benötigtes Material
Anschluss
* Alle Links zu Amazon sind Affiliate Link. Hiermit könnt ihr unsere Arbeit unterstützen.
*Wartung / Wartungsarbeiten übersetzt / Verbrauchsmaterial Wartung
Wartung
Hier ist die Haupt Wiki Seite von BambuLab
https://wiki.bambulab.com/en/home
Regelmäßige Wartung
https://wiki.bambulab.com/en/x1/maintenance/basic-maintenance
Hier ist auch ein tolles Video von Nachdenksport
Danke dafür!
Generelle Fehlermeldungen
HMS Fehlercodes
Wartungsarbeiten (übersetzt)
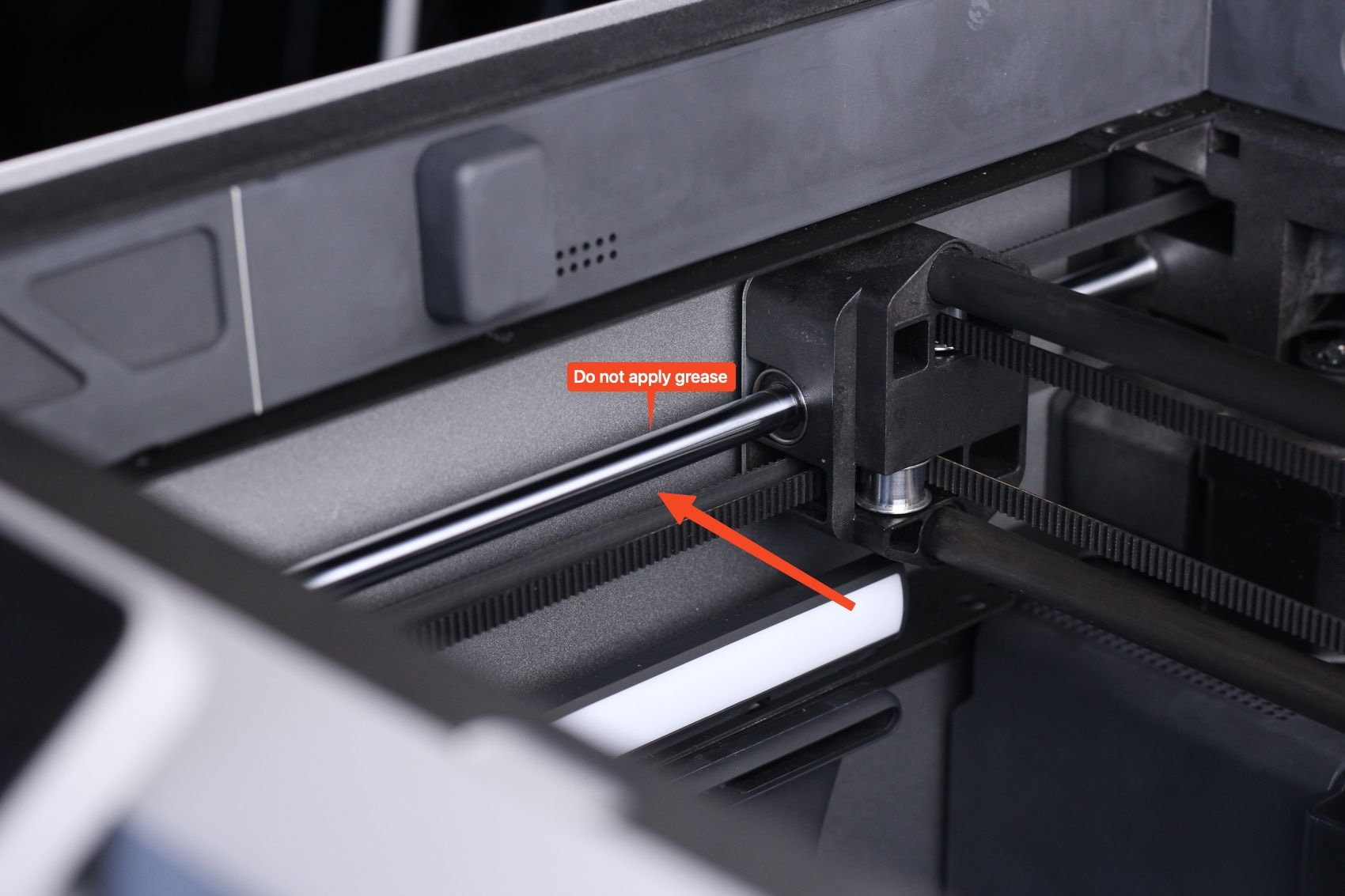
X-Achsen (monatlich)
- nicht fetten!!!!
- nur von Staub befreien mit Iso
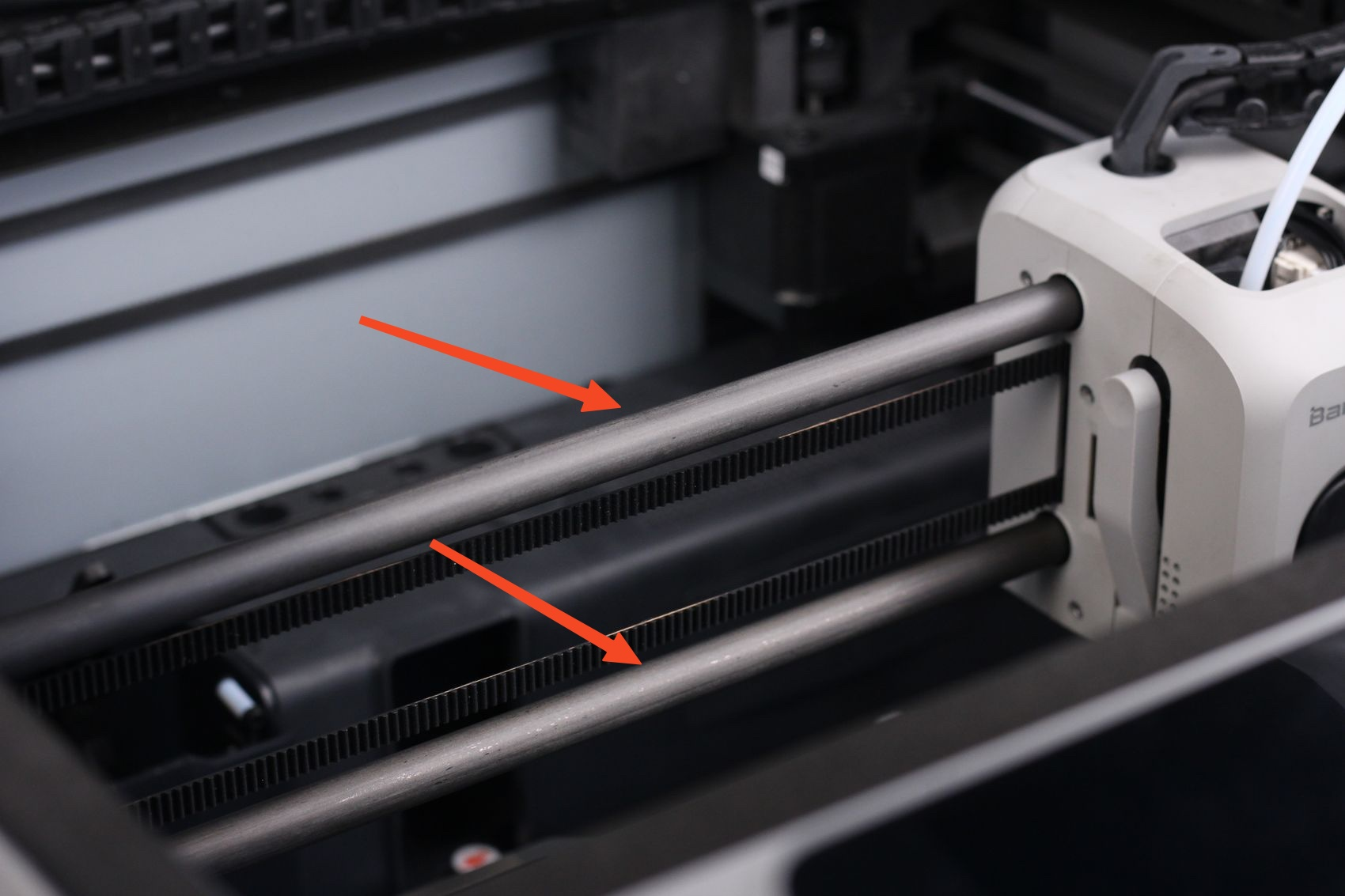

X-Y Achse
Wir raten davon ab, Fett auf die glatten linearen Stangen aufzutragen, da es die Lager nicht erreicht und Sie eine Sauerei verursachen können.
Sie sind mit einer Schutzabdeckung versehen, die dafür sorgt, dass kein Staub oder Schmutz in die Lager gelangt. In bestimmten Fällen können die Lager durch Entfernen der Stangen geschmiert werden, aber dieser Vorgang wird nicht empfohlen und wird nur durchgeführt, wenn detaillierte Informationen dazu vom Support-Team gesendet werden.
Extruder
Der schnellste Weg, um ihn zu reinigen und sicherzustellen, dass der Extruder frei von Ablagerungen oder Filamentstaub ist, ist, eine Dose Druckluft zu verwenden und Luft über das gelbe Zahnrad zu blasen.
Du kannst auch das Hotend entfernen und etwas Druckluft unter den Extruder blasen. Dies sollte den größten Teil des Filamentstaubs im Inneren entfernen.
(LINK)

Lidar Sensor (variabel nach Filament)
Der Micro Lidar muss gereinigt werden, wenn eine Fehlermeldung erscheint oder das Licht anormal ist. Bei regelmäßigem Drucken mit ABS muss die Kamera alle 3-5 Tage gereinigt werden, da sich ABS-Partikel auf der Kameralinse ablagern können.

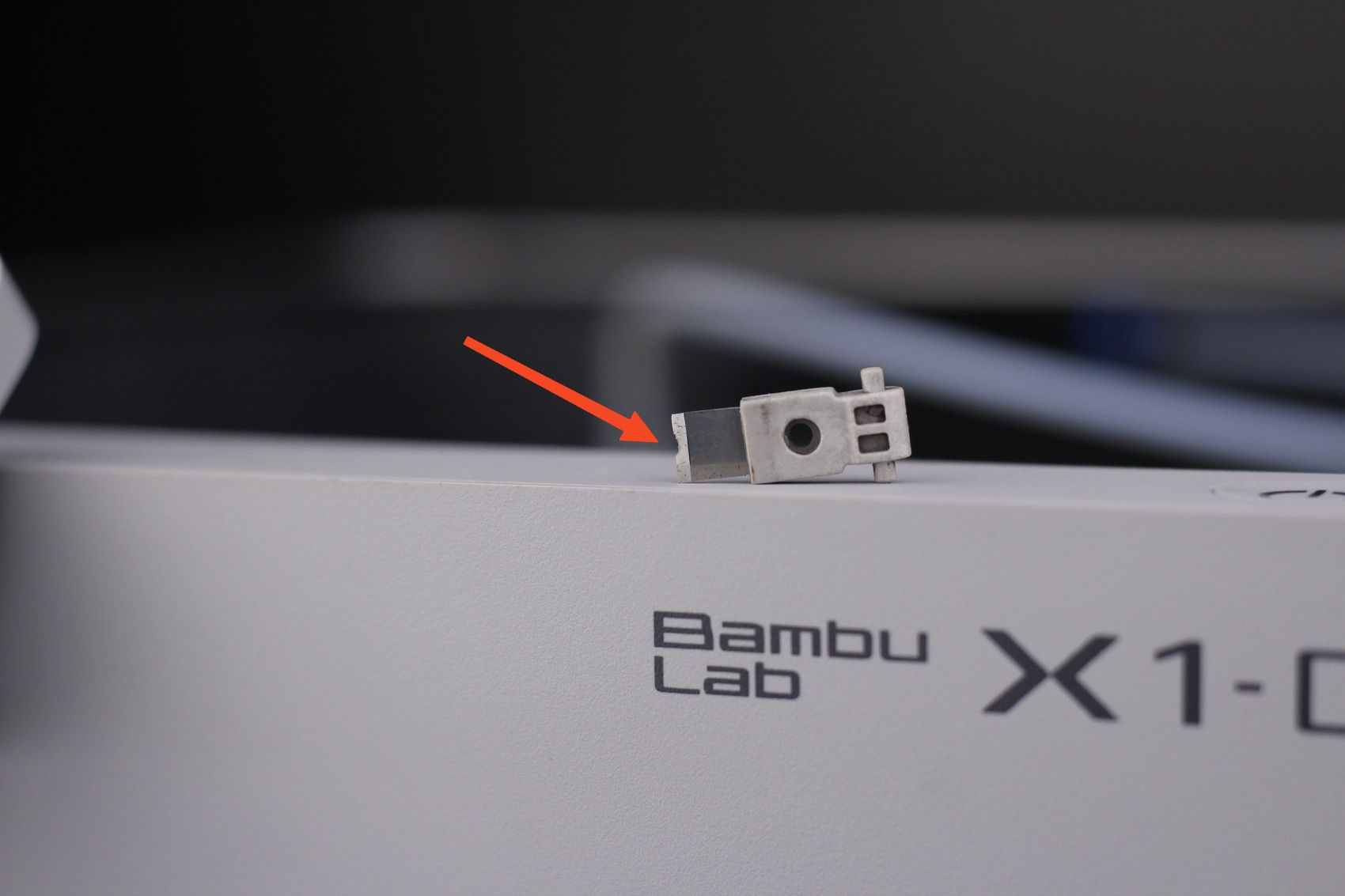
Filament Cutter
Bei normalen Filamenten wie PLA/PETG/ABS/PC sollte die Klinge alle 3-5 Rollen überprüft werden. Wenn die Klinge stumpf ist, ersetzen Sie sie.
Bei abrasiven Filamenten wie PA+CF/PA+GF kann die Klinge viel schneller stumpf werden. Wir empfehlen daher, sie nach dem Druck von 1-2 Rollen abrasiver Materialien zu überprüfen. Wenn die Klinge stumpf ist, ersetzen Sie sie.
Update: Wir haben festgestellt, dass die Filamentklinge nach ca. 5.000-7.000 Filamentschnitten stumpf werden kann, die Klinge aber nicht verformt wird, wie auf dem Bild oben zu sehen.
Wenn Sie Probleme mit dem Rückzug des AMS-Filaments haben, empfehlen wir, die Klinge auszutauschen, um die besten Ergebnisse zu erzielen. Wenn die Klinge scharf ist, wird das Filament sauber geschnitten und sollte während des Betriebs keine Probleme verursachen.
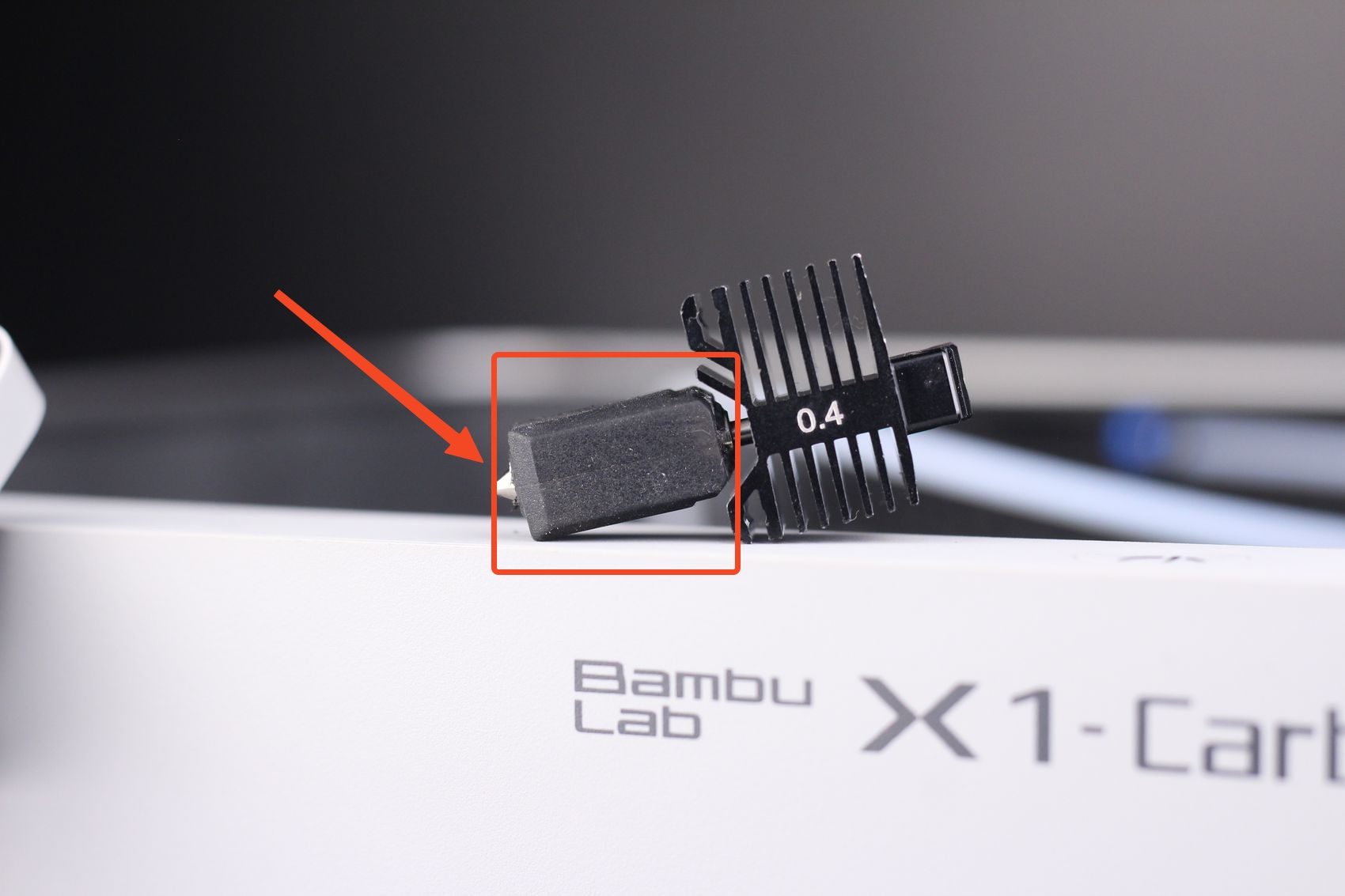
Hotend Socke
Die Silikonsocke sollte ersetzt werden, wenn sie Verschleißerscheinungen aufweist oder wenn die Silikonsocke nicht sicher am Hotend befestigt bleibt
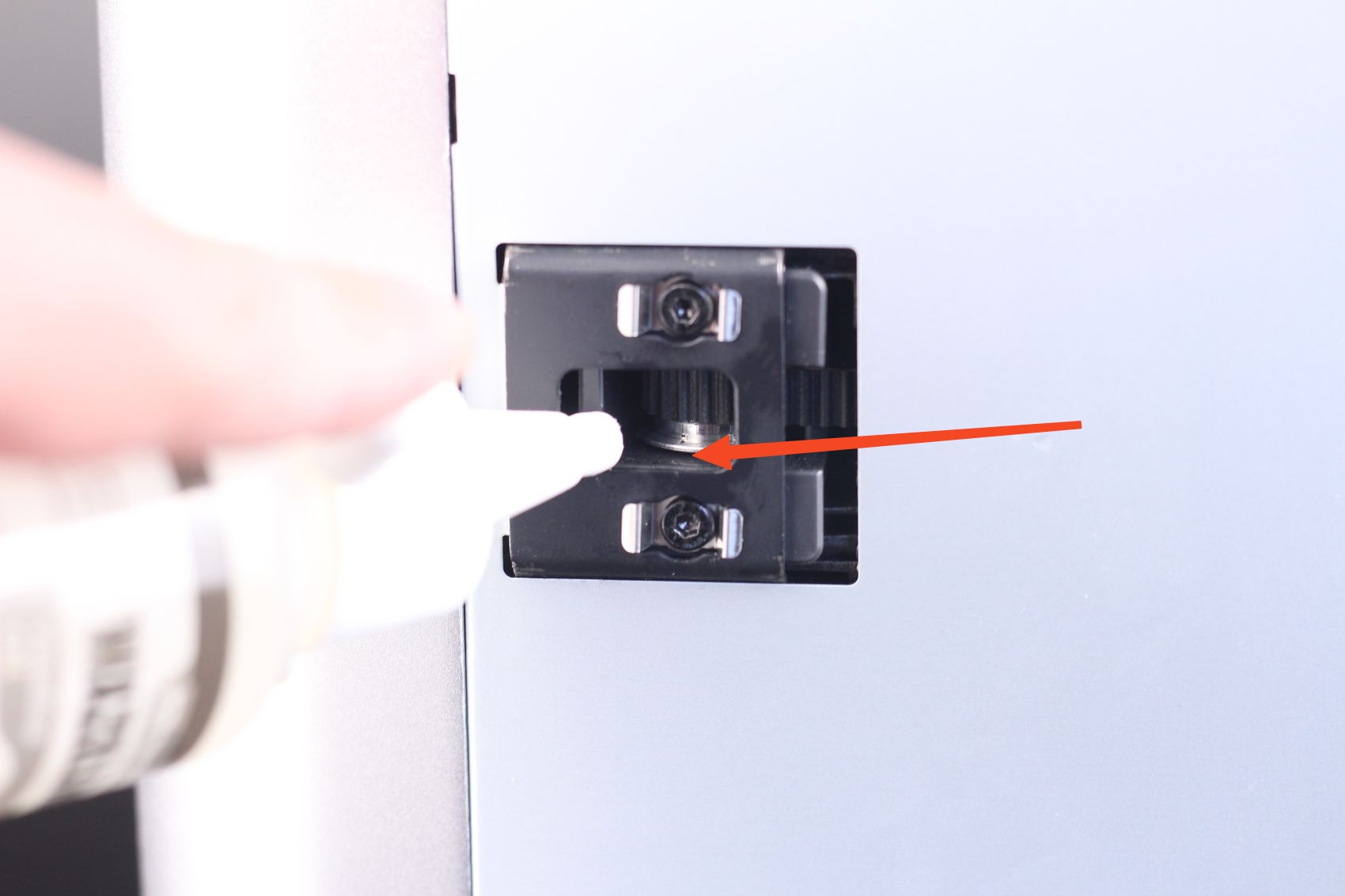
Pulleys
Wenn beim Drucken oder während der Bewegung der XY-Achse Quietschgeräusche auftreten.
Bei Bedarf sollte eine kleine Menge Schmieröl auf die Ober- und Unterseite der Spannrolle zwischen dem Spannrollenflansch und dem Kunststoffhalter aufgetragen werden. Wenn keine Quietschgeräusche vorhanden sind, sollten Sie kein Schmieröl auf die Ritzel auftragen, um Staubablagerungen zu vermeiden.
Kamera
Wir empfehlen, das Kameraobjektiv zu reinigen, wenn das Video verschwommen oder sichtbar verschmutzt ist. Beim Bedrucken von ABS empfehlen wir eine wöchentliche Reinigung.
Reiben Sie die Kammerkamera vorsichtig mit einem Mikrofasertuch und etwas Isopropylalkohol ab. Ein Wattestäbchen kann auch verwendet werden, da es dem Benutzer ermöglicht, die Kamera leichter zu erreichen.

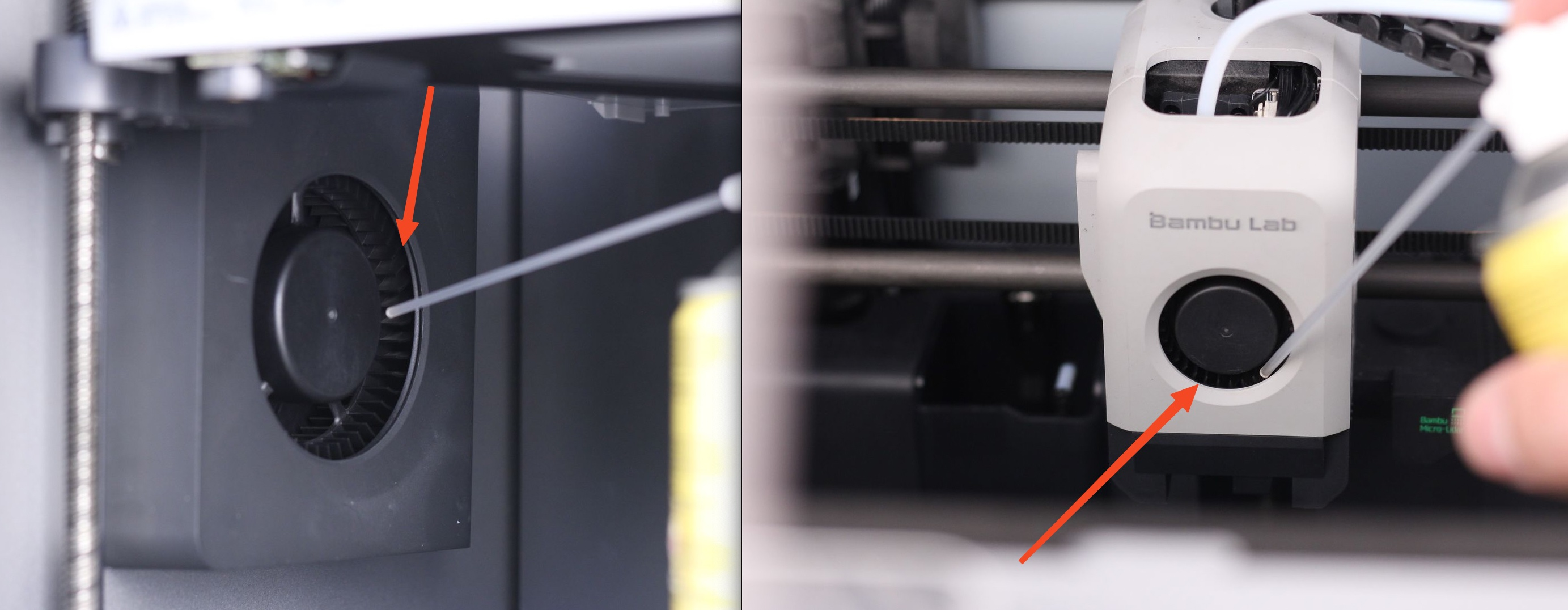
Fans
Wir empfehlen, die Lüfter jede Woche zu überprüfen, um Schmutz oder Staub zu entfernen, der sich möglicherweise um die Flügel herum angesammelt hat.
Bei ausgeschaltetem Drucker empfehlen wir die Verwendung einer Druckluftdose. Während Sie die Lüfterblätter an Ort und Stelle lassen, verwenden Sie die Druckluft, um Luft über die Blätter zu blasen und Staub oder Schmutz zu entfernen.
Nozzle Wiper
Der Düsenwischer muss vor dem Drucken überprüft werden, um sicherzustellen, dass er frei von Filamentresten ist und die PTFE-Seite nicht beschädigt ist. Der Wischer sollte für einen ordnungsgemäßen Betrieb auch in einer horizontalen Position bleiben.

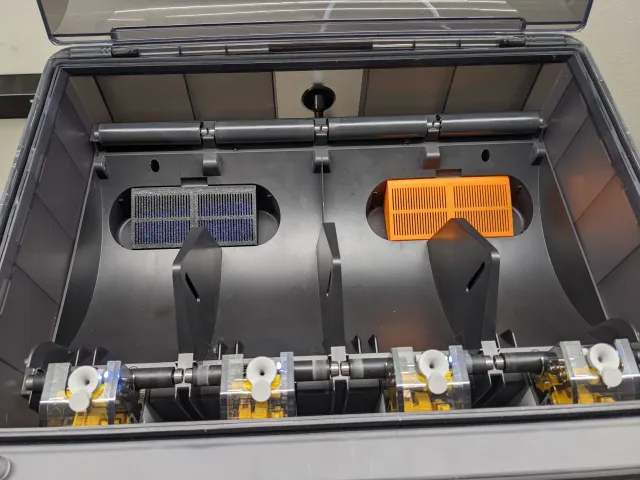
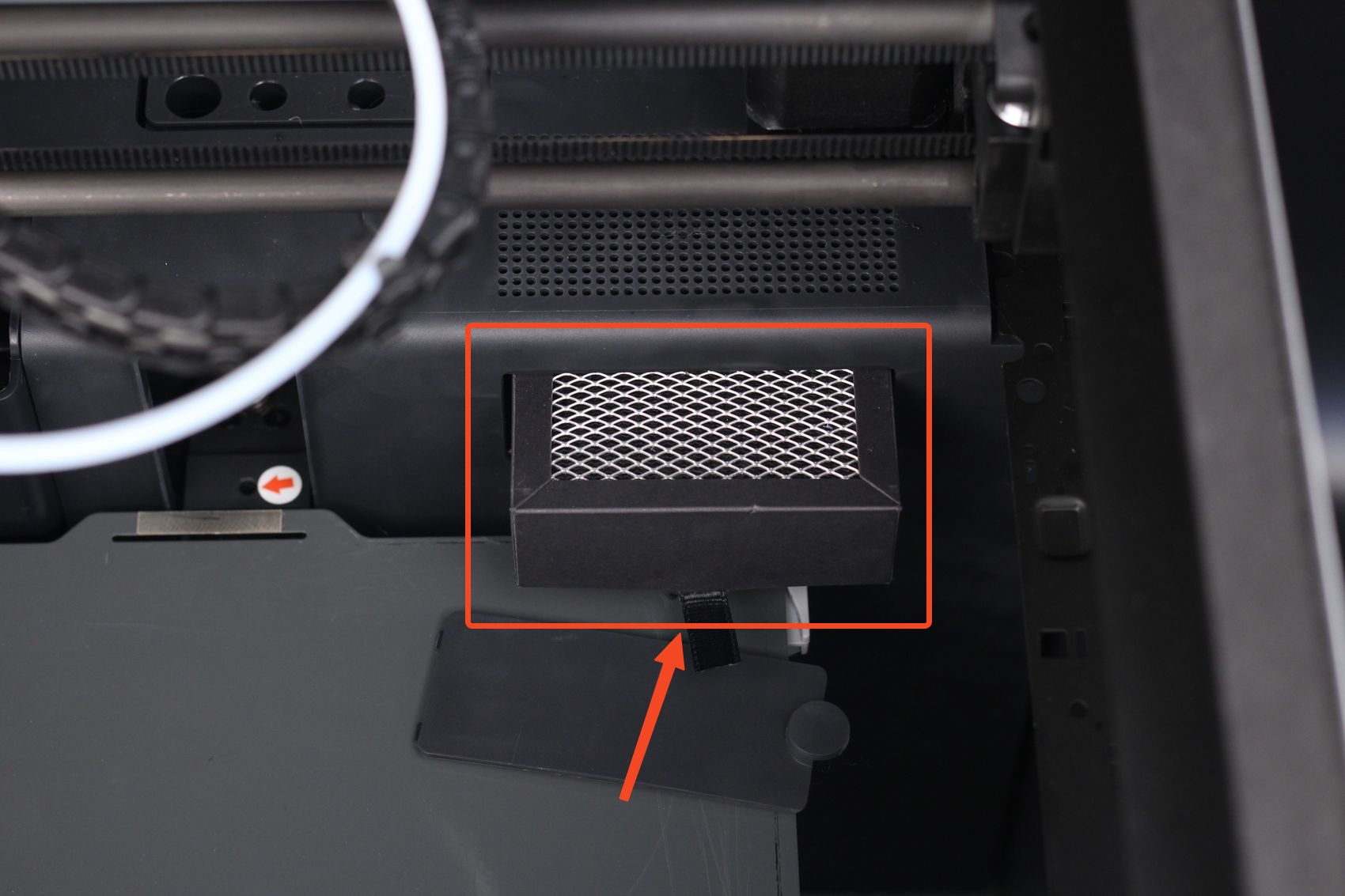
Carbon Filter
Wir empfehlen, den Aktivkohle-Luftfilter alle drei Monate auszutauschen, wenn der Drucker etwa 8 Stunden am Tag verwendet wird. Wenn der Drucker als Produktionsmaschine verwendet wird, empfehlen wir, den Filter monatlich zu wechseln.
AMS Dry Material
Die Trockenmittelpackungen müssen ausgetauscht werden, wenn sich der Inhalt in ein gelbliches Gel verwandelt

Verbrauchsmittel für die Wartung
Hier sind ein paar Zubehör Teile, die zum Beispiel für die Wartung benötigt werden
Alle Links sind affiliate Links mit denen du unsere Arbeit unterstützen kannst
|
|
|
| Super Synco Lube DE 21030 Syntetisches Mehrzweckfett |
|
| Furiga Synthetische Industrie-Schmiermittel 3D-Drucker |
|
| Reines Isopropanol (99,9%) |
|
| Tork Fusselarme Industrie Reinigungstücher |
|



*AMS - Übersicht der aktuell passenden Filamentrollen

| Brand |
Line |
Filament Material |
Spool Empty Weight (g) | Works in AMS? |
| 3D Fuel | Pro Re-Fuel Remixed | PLA+ | No | |
| 3DFillies | PLA+ | No | ||
| 3DFillies | PLASilk | PLA+ | 240 | Yes |
| 3DJake | MagicPLA | PLA | 240 | No |
| 3DJake | ecoPLA | PLA | No | |
| 3DJake | ecoPLA | PLA | No | |
| 3DPO | PLA+ | No | ||
| 3DQF | PLA | Unknown / Not yet tested | ||
| 3DXtech | ASA | 260 | Yes | |
| 3DXtech | CarbonX | PETG-CF | 310 | Yes |
| 3DXtech | PC (Polycarbonate) | 286 | Yes | |
| 3DXtech | PVA | 120 | Unknown / Not yet tested | |
| Addnorth | PLA Economy Black | PLA | 244 | Yes |
| Addnorth | E-PLA Yellow | PLA | 207 | Yes |
| Amazon Basics | Basic | PLA | No | |
|
Amazon Basics
|
PETG | 231 | No | |
|
Amazon Basics
|
PLA | 240 | Yes | |
| Atomic | PETG PRO | PETG | No | |
| Atomic | PLA | No | ||
| Aurarum | PLA | Unknown / Not yet tested | ||
| AzureFilm | PLA | PLA | No | |
| AzureFilm | PLA | 220 | Yes | |
| Bambu Lab | Basic | PLA | Yes | |
| Bambu Lab | Basic | PLA | Yes | |
| Basicfil | PLA | Unknown / Not yet tested | ||
| Bavaria Filaments | PLA Fluorsecent Red | PLA | Yes | |
| BBLife | Silk Pearlescent | PLA | Yes | |
| Biqu | Premium | PLA | Yes | |
|
California Filament
|
PETG | Yes | ||
| Capricorn | PLA | Unknown / Not yet tested | ||
| CC3D | Silk | PLA | Yes | |
| CCTree | ST-PLA | PLA+ | Unknown / Not yet tested | |
| ColorFabb | PLA/PHA | PLA | 239.7 | Yes |
| Creality | CR-PLA | PLA | Yes | |
| DasFilament | PLA | Yes | ||
| Devil Design | PLA | No | ||
| DO3D | Silk PLA - Any Color | PLA | Yes | |
| Duramic | PLA Plus | PLA+ | 132 | Yes |
| Eryone | PLA | Yes | ||
| Eryone | PETG | 192 | Yes | |
| eSun | PLA+ | 240 | Yes | |
| eSun | Pla Pro (PLA+) | PLA+ | 245 | Yes |
| eSun | ePLA-Matte | PLA | Yes | |
| eSun | PA-CF | Yes | ||
| eSun | Clear Plastic Rolls | ABS | Yes | |
| eSun | ABS+ | ABS | 230 | Yes |
| eSun | PLA+ | Yes | ||
| Extrudr | PLA | Yes | ||
| Fiberlogy | PETG | Yes | ||
| FilaCube | PLA2 | PLA | Yes | |
| Filament PM | PLA | No | ||
| Filamentive | ePLA | PLA | Yes | |
| FilamentOne | PLA Pro Select | PLA | No | |
| Fillamentum | PLA Extrafill | PLA | 230 | Yes |
| Fillamentum | ASA Extrafill | ASA | 229 | Yes |
| Flash Forge | ASA | Yes | ||
| Fokoos | PLA+ | Unknown / Not yet tested | ||
| Formfutura | Stone Fill Terracotta | PLA | Yes | |
| Formfutura | PLA | No | ||
| Formfutura | Reform rPLA | PLA | 208 | No |
|
Fused Materials
|
PVA | Yes | ||
| Fusion Filaments | ABS 1.5 | ABS | 318 | No |
| Geeetech | PLA | Yes | ||
| Geeetech | PLA | Yes | ||
| Giantarm | HS-PLA | PLA | Yes | |
| Gizmo Dorks | PLA | PLA | Yes | |
| GST3D | ALL | PLA+ | No | |
| Hatchbox | TPU | Unknown / Not yet tested | ||
| Hatchbox | PLA | Yes | ||
| Hatchbox | PETG | Yes | ||
| Hatchbox | PLA | Yes | ||
| Hatchbox | ABS | 240 | Unknown / Not yet tested | |
| Hello3D | PLA | Yes | ||
| IC3D | R-PETG (Recycled) | PETG | No | |
| IIIDMax | PLA+ | Yes | ||
| Inland | PETG | 209 | Unknown / Not yet tested | |
| Inland | PLA+ | Yes | ||
| Keene Village Plastics | Veracity | PLA+ | No | |
|
Keene Village Plastics
|
ABS | No | ||
| MatterHacker | Quantum | PLA | Yes | |
| MatterHacker | Build | PLA | Yes | |
| MG Chemicals | Green Florescent | PLA | No | |
| Microcenter |
Reusable Spool
|
Yes | ||
| MIKA3D | Normal Filament | PLA | No | |
| Ninjatek | Armadillo TPU | TPU | 330 | No |
| Novamaker | ABS | Yes | ||
| Overture | PETG | Unknown / Not yet tested | ||
| Overture | PETG | Unknown / Not yet tested | ||
| Overture | PLA | Yes | ||
| Overture | PETG | Yes | ||
| Paramount3D | PLA | 230 | No | |
| PolyMaker | PolyLite | ASA | 140 | Yes |
| PolyMaker | PolyLite | PLA | 140 | Yes |
| PolyMaker | PolyTerra | PLA | Yes | |
| Polymaker | PolyMax | PLA | Yes | |
| Polymaker | PolyLite | PETG | 140 | Yes |
| Polymaker | PolyLite | PETG | Yes | |
| PrintBed | PLA | Yes | ||
| Printed Solid | Jessie | PLA | 295 | No |
| Printed Solid | Jessie | PLA | No | |
| Printed Solid | Jessie | PLA | No | |
| ProtoPasta | HTPLA | PLA | No | |
| Prusament | PLA | 190 | Yes | |
| Prusament | ASA | 191 | Yes | |
| Prusament | PLA | No | ||
| Raise3D | Premium | PLA | Yes | |
| Real | PLA | No | ||
| Real | PETG | No | ||
| Real | PLA | Yes | ||
| Rosa3D | PLA Starter | PLA | Unknown / Not yet tested | |
| Rosa3D | ASA | Unknown / Not yet tested | ||
| Sainsmart | Pro-3 | PLA | Yes | |
| Sainsmart | SainSmart PRO PETG | PETG | Yes | |
| Shengtian | Silk | PLA | Yes | |
| Smartfil | PLA M 750g | PLA | No | |
| Smartfil | ASA M750g | ASA | No | |
| Solutech | PLA | Yes | ||
| Spool3D | PLA | PLA | Yes | |
| Sunlu | PLA+ | Yes | ||
| Sunlu | PLA | Yes | ||
| Sunlu | PLA+ | Yes | ||
| Sunlu | PLA+ | Yes | ||
| Sunlu | PLA+ | Yes | ||
| Sunlu | ABS | No | ||
| Sunlu | 3D WARHORSE | PLA | Yes | |
| Taulman | Alloy 910 | PA (Nylon) | No | |
| Tinmorry | PLA | Unknown / Not yet tested | ||
| Tinmorry | PLA | Yes | ||
| TTYT3D | PLA | Yes | ||
| VoxelPLA | VOXELPLA | PLA+ | Yes | |
| XVICO | PETG | Unknown / Not yet tested | ||
| Zi-Rui | PLA | Unknown / Not yet tested | ||
| Ziro | TPU | Unknown / Not yet tested | ||
| Ziro | PLA+ | Yes | ||
| Zyltech | PLA | Unknown / Not yet tested | ||
| Zyltech | Nikko's Silk PLA | PLA | Yes | |
| 123-3D | Kingroon is the brand | PLA | Yes | |
| 3DJake | niceBio | PLA | 207 | Yes |
| DasFilament | PLA/PETG | PLA | Yes | |
| Extrudr | BioFusion | PLA | 228 | Yes |
| Bavaria Filaments | bavafil | PETG | Yes | |
| DasFilament | PLA Filament | PLA | 215 | Yes |
| Prusament | PRUSA POLYMERS | ASA | No |
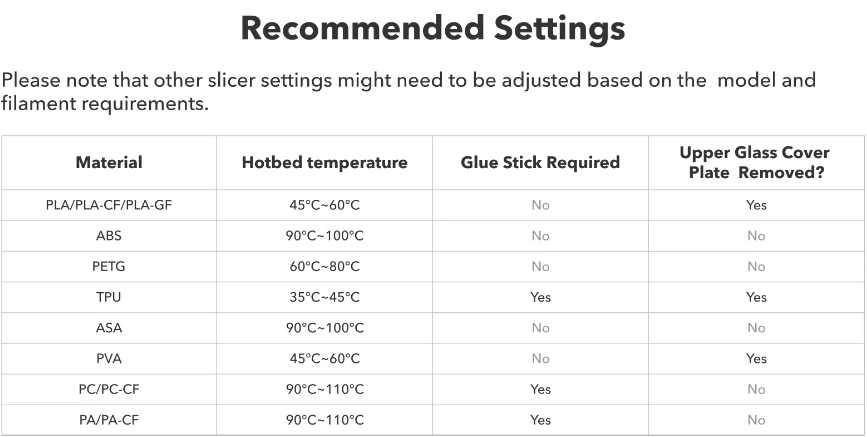
*Build Plate Informationen Glue Stick
Cool Plate

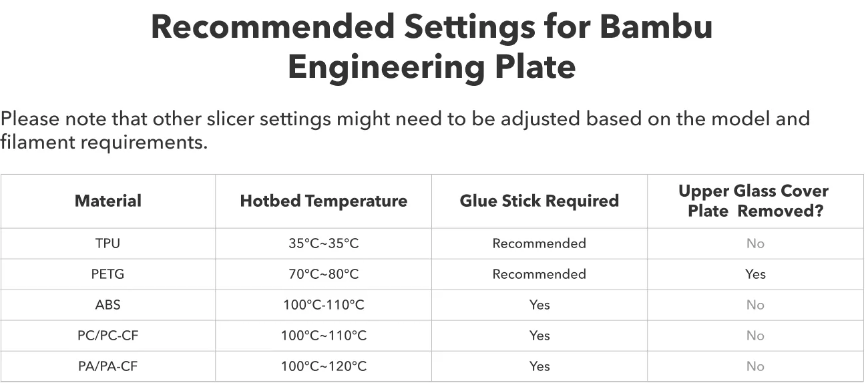
Engineering Plate
High Temperatur Plate

PEI Plate
*FAQ
Fehlermeldung "Fehler beim herausziehen des Filament aus dem Extruder"


Solltet Ihr diesen oder einen ähnlichen Fehler bei euch feststellen, haben wir folgenden Lösungsansatz für euch parat:
- Drucker ausschalten und die AMS (Strom & PTFE Schlauch) vom Drucker trennen
- Extruder auf Filamentreste kontrollieren
- Drucker einschalten und manuell das Filament laden und entladen
- Drucker ausschalten und die AMS wieder anschließen
- Drucker einschalten und die AMS neu mit Filament befüllen
*Links zu BambuLab
Bambu Sudio
Bambu Studio Soft Fever (Orca Slicer)
Bambu Wiki
Bambu Store
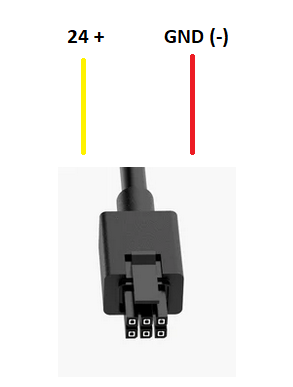
*Pinouts
Verbindungskabel

dieses Pinout zeigt die Stecker der Kabel nicht der Anschlüsse (spiegelverkehrt)
*QR Codes auf den Druckplatten
Hallo,
Wie ihr es vielleicht schon gesehen habt, befinden sich auf den Druckplatten kleine QR codes zu Erkennung der Druckoberfläche.
Codes auf den Platten:
- Strukturierte PEI

- Cold Plate

- Engeneering Plate

- Cool Plate

- High Temp PEI
![]()
- High Temp Aufkleber
![]()
- "Pre Release Satin Sheet"
![]()
Was sind das für Codes?!:
Dieser Code nennt sich ARUCO und wird verwendet, um mit Hilfe einer Kamera Bits an eine Steuerung zu senden.
Jeder Aruco Code hat eine bestimmte ID und ein Raster und ist dadruch einzigartig. So macht das auch Bambu. Sie benutzen diese IDs, um die aufgelegte Druckplatte mit der im "geslicten" Code hinterlegte Platte abzugleichen.
Hier mal eine Seite, wo ihr die ID eingeben könnt, um euch einen Aufkleber oder STL selbst zu generieren.
Links zum Generator:
https://chev.me/arucogen/
| Druckplatten Name | Raster | ID |
| Strukturierte PEI Plate | 4x4 | 3 |
| Cool Plate | 5x5 | 0 |
| Cool Plate | 4x4 | 0 |
| Engeneering Plate | 5x5 |
1 |
| Engeneering Plate | 4x4 |
1 |
| High Temperature PEI | 5x5 | 2 |
| Ersatzplatte High Temperature Aufkleberplatte | 4x4 | 2 |
| Pre Release Satin Sheet | 4x4 | 4 |
STLs , Quellen und sonstiges:
https://www.thingiverse.com/thing:5831471/comments
https://www.printables.com/de/model/287029-bambu-lab-aruco-tab-for-textured-pei-bed
https://www.printables.com/de/model/352009-bambu-lab-aruco-tags-for-smooth-pei-textured-sheet
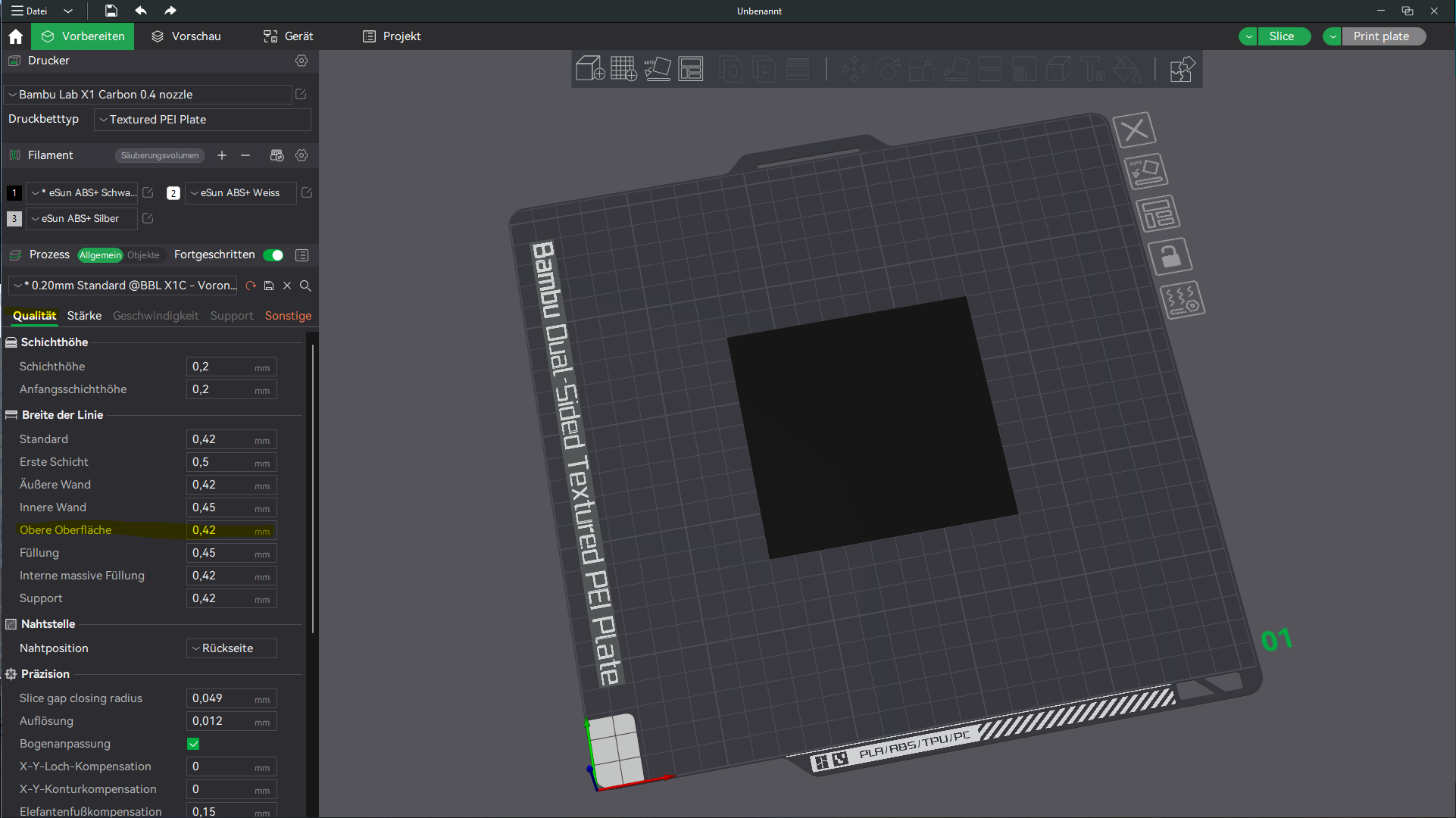
*Sliceroptimierungen
Einstellungen für einen besseren Top-Layer
Da der Bambu seinen Flow selber ermittelt, ist es wenig sinnvoll diesem im Slicer ändern zu wollen.
Unter dem Punkt Qualität, ist der Punkt "Obere Oberfläche". Wenn der Wert dort eingestellt wird, können damit kleine vorhandene Löcher in dem Top-Layer geschlossen werden.
Lüftergeschwindigkeit für PLA im Startcode reduzieren
Um die Lüftergeschwindigkeit für die Bauteilkühlung zu reduzieren, musst eine Einstellung im Gcode des Filament vorgenommen werden.
Öffnet dafür das jeweilige Filament und geht da auf die "erweiterten Einstellungen".

In diesem Beispiel reduziert auf 60%
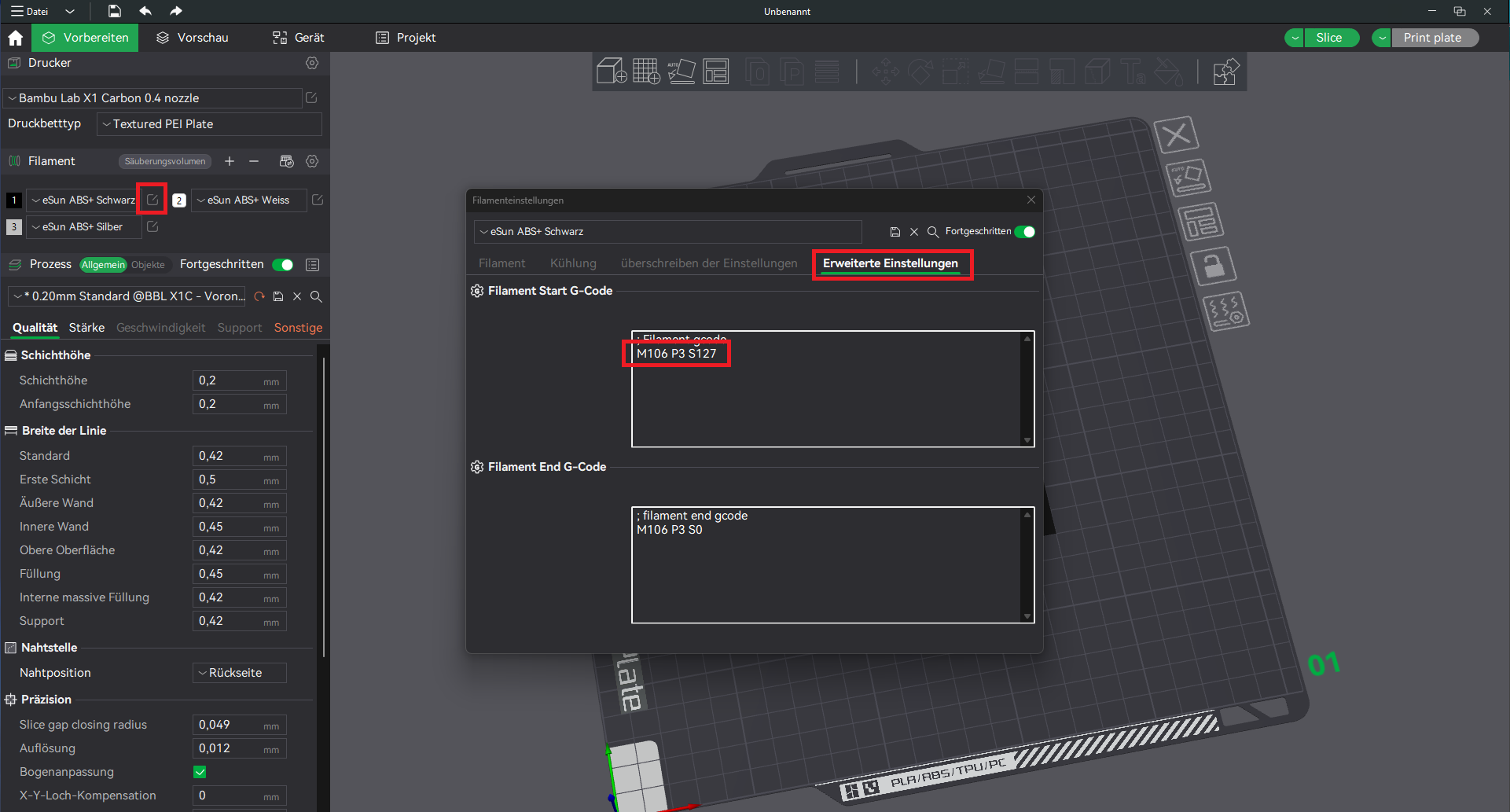
Chamber Lüfter bei ABS aktivieren
Um die lästigen Gerüche im Bauraum zu reduzieren, ist es zu empfehlen den Chamber zu aktivieren.
In diesem Beispiel wird der Chamberlüfter auf 50% eingestellt.
Folgender Befehl muss dem Filament hinterlegt werden: M106 P3 S127
Es muss für jedes Filament einzeln angepasst werden.