*Slicer
Infos und Anleitungen zu den gängigsten Slicern wie Cura, Prusa Slicer, Super Slicer, Orca Slicer und Bambu Studio
- Slicing / Druckergebnis / Probleme
- *Cura
- *Druckbetthaftung
- *Druckbild ist schlecht
- *Super Slicer
- Orca / Bambu Slicer 0.2 + 0.8er Nozzle Einstellungen
- *Slicer - Start/End Code einrichten / oder Fehler beheben
Slicing / Druckergebnis / Probleme
*Cura
Cura Timelapse
Erweiterungen -> Nachbearbeitung -> G-Code ändern -> Insert at layer change -> When to insert: Before -> G-Code to insert: TIMELAPSE_TAKE_FRAME
Cura Startcode
Cura Startcode V2.0 / worked with and without BLTouch:
G21 ; set units to millimeters
G90 ; Set all axes to absolute
M82 ; set extruder to absolute mode
M107 ; start with the fan off
M140 S{material_bed_temperature_layer_0} ; Start heating the bed
G4 S60 ; wait 1 minute
M104 S{material_initial_print_temperature} ; start heating the hot end
M190 S{material_bed_temperature_layer_0} ; wait for bed
M109 S{material_initial_print_temperature} ; wait for hotend
M300 S1000 P500 ; BEEP heating done
G28 ; move X/Y to min endstops
M117 Bis JETZT ist alles gut!!!
G1 X0 Y-5 F2200 ; Go to front
G0 Z0.15 ; lift nozzle a bit
G92 E0 ; zero the extruded length
G1 X50 E25 F500 ; Extrude 25mm of filament in a 5cm line.
G92 E0 ; zero the extruded length again
G1 E-2 F500 ; Retract a little
G1 X120 F4000 ; Quickly wipe away from the filament lineEnd Code:
END_PRINT*Druckbetthaftung
Ablauf vor dem Druckstart:
- Homing aller Achsen "G28"
- Aufheizen (Nozzle kann bei 170 bleiben)
- Z-Tilt
- Homing Z "G28 Z"
- Bedmesh vor jedem Druck
- Primeline / Start Print
Lässt man einen Punkt weg oder verdreht die Reihenfolge, kann es nicht mehr funktionieren
Vorlage Startcode:
Cura Startcode
Startcode im Slicer:
START_PRINT BED={material_bed_temperature_layer_0} EXTRUDER={material_initial_print_temperature}Einfügen in Klipper:
[gcode_macro START_PRINT]
gcode:
#### set defaults ####
{% set extruder = params.EXTRUDER|default(0) %}
{% set bed = params.BED|default(0) %}
#### end off definition ####
#SET_TEMPERATURE_FAN_TARGET temperature_fan=Chamber ; VORON or enclosure
#probe_reset ; VYPER Set on if you use strain gauge on vyper
M83 ; Extruder realtive mode
#STATUS_HEATING ; NEOPIXEL
{action_respond_info("Heat Bed")}
M190 S{bed} ; Bed heat up
{action_respond_info("Heat Extruder")}
M109 S{extruder} ; Extruder heat up standby temp 170
#STATUS_HOMING ; NEOPIXEL
G28
#_CG28 ; Homing Check
#STATUS_CALIBRATING_Z
# G34 ; VYPER ztilt
#_CG34 ; VYPER zTilt
#G32 ; VORON QGL
#_CG32 ; VORON QGL check
#G28 Z ; activate if you use ztilt ord qgl
#STATUS_MESHING ; NEOPIXEL
BED_MESH_CLEAR
BED_MESH_CALIBRATE
#BED_MESH_PROFILE LOAD="Name"
#BED_MESH_PRINT_AREA AREA_START_X={params.AREA_START_X|float} AREA_START_Y={params.AREA_START_Y|float} AREA_END_X={params.AREA_END_X|float} AREA_END_Y={params.AREA_END_Y|float}
#SET_GCODE_OFFSET Z= ; Offset reset
#NOZZLE_CLEAR ; VORON For Nozzle Drive Mod
#NOZZLE_DRIVE ; For Nozzle Drive Mod
G92 E0.0 ; Reset extruder length
G90 ; Absolute positioningSuper Slicer
Startcode im Slicer:
START_PRINT BED={first_layer_bed_temperature} EXTRUDER={first_layer_temperature}Einfügen in Klipper:
[gcode_macro START_PRINT]
gcode:
#### set defaults ####
{% set extruder = params.EXTRUDER|default(0) %}
{% set bed = params.BED|default(0) %}
#### end off definition ####
#SET_TEMPERATURE_FAN_TARGET temperature_fan=Chamber ; VORON or enclosure
#probe_reset ; VYPER Set on if you use strain gauge on vyper
M83 ; Extruder realtive mode
#STATUS_HEATING ; NEOPIXEL
{action_respond_info("Heat Bed")}
M190 S{bed} ; Bed heat up
{action_respond_info("Heat Extruder")}
M109 S{extruder} ; Extruder heat up standby temp 170
#STATUS_HOMING ; NEOPIXEL
G28
#_CG28 ; Homing Check
#STATUS_CALIBRATING_Z
# G34 ; VYPER ztilt
#_CG34 ; VYPER zTilt
#G32 ; VORON QGL
#_CG32 ; VORON QGL check
#G28 Z ; activate if you use ztilt ord qgl
#STATUS_MESHING ; NEOPIXEL
BED_MESH_CLEAR
BED_MESH_CALIBRATE
#BED_MESH_PROFILE LOAD="Name"
#BED_MESH_PRINT_AREA AREA_START_X={params.AREA_START_X|float} AREA_START_Y={params.AREA_START_Y|float} AREA_END_X={params.AREA_END_X|float} AREA_END_Y={params.AREA_END_Y|float}
#SET_GCODE_OFFSET Z= ; Offset reset
#NOZZLE_CLEAR ; VORON For Nozzle Drive Mod
#NOZZLE_DRIVE ; For Nozzle Drive Mod
G92 E0.0 ; Reset extruder length
G90 ; Absolute positioning
End-Code:
Cura
END_PRINT
Super Slicer
END_PRINT
*Druckbild ist schlecht
*Super Slicer
Relative Extrusion aktivieren
Druckereinstellungen/Allgemein
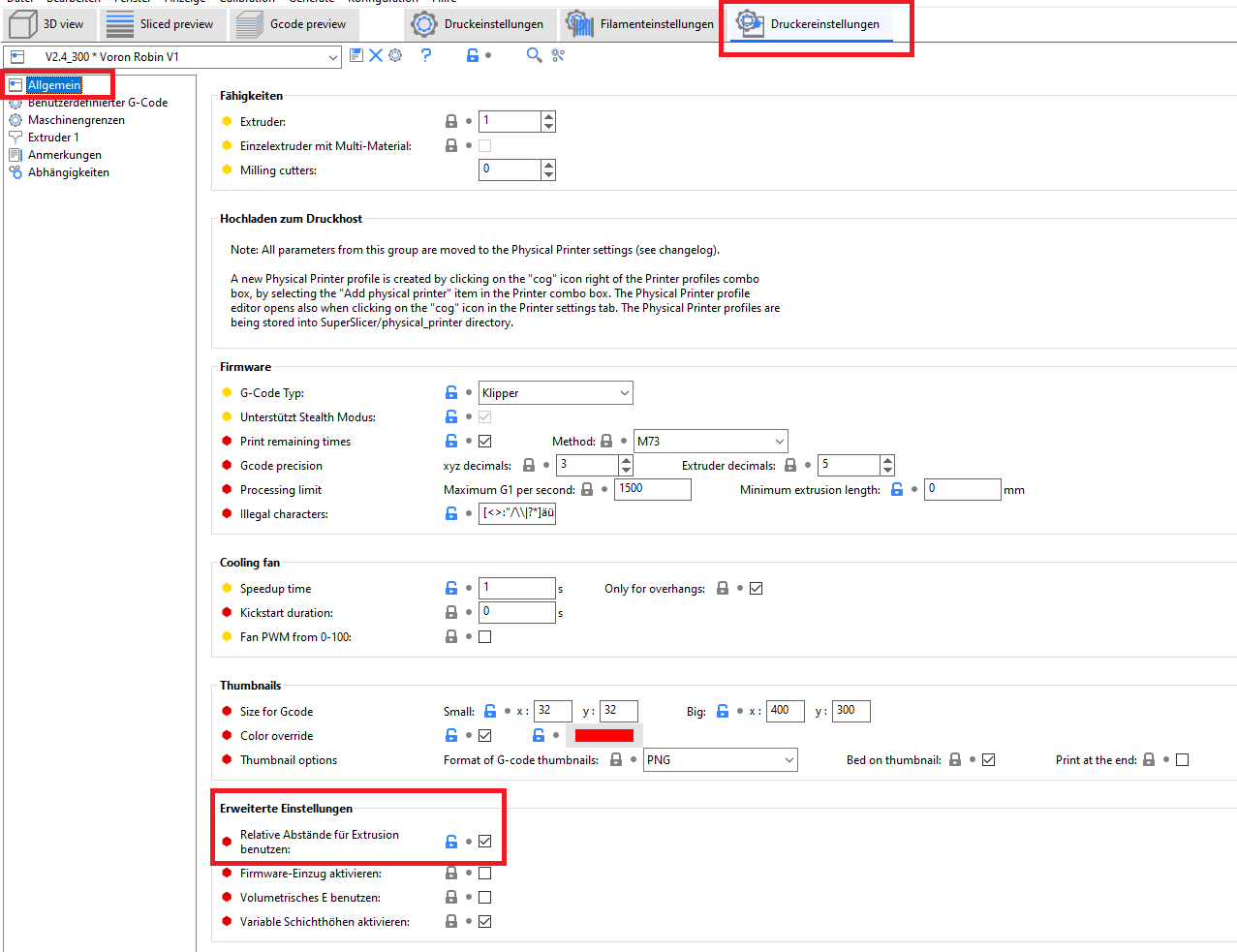
Ihr könnt auch oben das "Lupensymbol" benutzten und "relative" Suchen

Orca / Bambu Slicer 0.2 + 0.8er Nozzle Einstellungen
Hier hab ihr eine grobe Vorlage, wenn ihr mit einer 0.2er und 0.8er nozzle drucken wollt.
Vielen dank an Flashtu, der diese Einstellungen erarbeitet hat.
0.2 mm Nozzle Slicer Software Settings
Layer Height – 0.08 mm First Layer Height – 0.12 mm
Layer/Extrusion Width – 0.15 – 0.25 mm
Extrusion Multiplier – Can be adjusted between 0.95 – 1.05
Speed – Same as with 0.4mm nozzle
Temperature – Same as with 0.4mm nozzle Exotic Materials (Wood, PETG, TPU) and Home Made Filaments – NOT Recommended (Increased risk of nozzle clogging even with bad quality PLA)
0.8 mm Nozzle Slicer Software Settings
Layer Height – 0.6 mm First Layer Height – 0.6 mm
Layer/Extrusion Width – 0.6 – 1 mm
Extrusion Multiplier – Can be adjusted between 0.95 – 1.05
Speed – Lower than with 0.4mm nozzle Temperature – Slightly higher than with 0.4mm nozzle Exotic Materials (Wood, PETG, TPU) and Home Made Filaments – Recommended (reduced risk of nozzle clogging)
*Slicer - Start/End Code einrichten / oder Fehler beheben
Probleme und Fehler
Ihr habt das Problem, dass euer Startcode nicht funktioniert?
- Bedmesh wird nicht geladen
- Temperaturen werden nicht übergeben
- Er funktioniert gar nicht
Variablen und Platzhalter
Bei dem Startcode ist es wichtig, dass die sogenannten Variablen und Placeholder sauber definiert sind. Im Slicer wie auch in euerem Gcode.
Varibale
Mit einer Varibale kannst du einen Zahlenwert einem "Wort"(Platzhalter) zuweisen und abfragen.
Es gibt globale Varaibalen, die für alle Konfigs in Klipper gelten und es gibt temporäre Variablen.
Die Temporären Variablen sind meist nur in einem Script oder Makro gültig.
Im Falle des Startcodes sind es meinst Variablen wie:
BED / EXTRUDER / BED_TEMP / EXTRUDER_TEMP / CHAMBER_TEMP / SHEET / AREA_START / AREA_END
Placeholder (Platzhalter) im Slicer
Mit den sogenannten Placeholder kannst du Werte aus dem Slicer abfragen und einer Variable zuweisen.
Prusa / Super Slicer Placeholder:
https://help.prusa3d.com/article/list-of-placeholders_205643
Quelle Bild:
https://help.prusa3d.com/article/list-of-placeholders_205643
Beispiel:
Bed Temperatur des First Layers: "first_layer_bed_temperature"
Cura Platzhalter:
http://files.fieldofview.com/cura/Replacement_Patterns.html
Startcode Beispiele:
Hier findest du Beispiele unserer Startcodes, passend zu den Slicern.
Bitte gleiche diese mit deinen Variablen im Makro ab.
Ebenfalls sind die Klammern wichtig {} []
Cura Startcode:
START_PRINT BED={material_bed_temperature_layer_0} EXTRUDER={material_initial_print_temperature}Prusa Startcode:
START_PRINT BED=[first_layer_bed_temperature] EXTRUDER=[first_layer_temperature]Super Slicer Startcode:
START_PRINT BED={first_layer_bed_temperature} EXTRUDER={first_layer_temperature}Orca Slicer Startcode:
START_PRINT EXTRUDER=[nozzle_temperature_initial_layer] BED=[hot_plate_temp_initial_layer]